
راهنمای کامل آموزش جوشکاری CO2

دسترسی سریع به محتوای این مطلب
جوشکاری با CO2 جزئی از زیر مجموعه انواع جوشکاری قوس الکتریکی محسوب می شود که در آن ترکیبی از گاز دی اکسید کربن و آرگون به عنوان گاز محافظ مورد استفاده قرار می گیرند. به علت اینکه طریقه جوشکاری co2، مزایای متعددی به همراه دارد، یکی از مهم ترین و پر کاربردترین روشهای جوشکاری لقب گرفته است. جوشکاری با دستگاه جوش co2 در صنایع مختلفی از ساخت و ساز گرفته تا خودرو سازی، کشتی سازی و صنایع هوایی پر کاربرد است. ما در این مقاله درباره نحوه جوشکاری co2، انواع و موارد استفاده از آن مطالبی ارائه خواهیم داد. برای اطلاع از قیمت آهن کیلویی به لینک مربوطه مراجعه نمایید.
جوشکاری CO2 چیست؟
گازهای محافظ مختلفی وجود دارند، از نوع نجیب گرفته تا اکتیو که به فرایند جوشکاری کمک می کنند. گازهای اکسیژن، هلیم، آرگون و دی اکسید کربن در این دسته جای می گیرند. در این میان، دی اکسید کربن محبوب ترین و پر استفاده ترین انواع گاز است که در پروژه های متعدد مورد بهره برداری در ترفندهای جوشکاری قرار می گیرد.
دلیل این محبوبیت را صرف نظر از ارزان بودن این نوع گاز محافظ، باید در بهبود خواص مکانیکی فلزات جستجو کرد. هنگامی که روش اتصال، جوشکاری CO2 باشد، باعث استحکام و مقاومت محل جوش در برابر ترک می شود. برای انجام اتصالات روی فلزات غیر آهنی از جنس آلومینیوم، منیزیم و تیتانیوم، نمی توان از گاز محافظ دی اکسید کربن استفاده کرد، زیرا موجب اکسیداسیون خواهد شد.
در چنین مواردی معمولا از گاز آرگون با خلوص بالا استفاده می شود. تفاوت این روش با جوشکاری الکترود دستی در این است که تجهیزات و مواد مصرفی دو شیوه، یکسان نیست. در جوشکاری الکترود دستی، از الکترودهای روکش دار قابل تعویض استفاده می شود و نیازی به گاز محافظ وجود ندارد. از طرفی جوشکاری co2 یا خودکار انجام می شود و یا نیمه خودکار، اما جوشکاری الکترود دستی کاملا به مهارت جوشکار وابسته است.
این دو روش از نظر هزینه هم با هم متفاوت هستند، در جوشکاری الکترود دستی، هزینه اولیه تهیه مواد و تجهیزات، پایین است، اما باید توجه داشته باشید که الکترود باید تعویض شود. جوشکاری CO2، هزینه اولیه بالاتری دارد، اما چون سرعت و کیفیت بالاتری برجای می گذارد، اقتصادی تر محسوب می شود. مثلا اگر مقطع آهنی مثل تیرآهن با روش کم هزینه تری جوشکاری شود، مستقیما قیمت تیرآهن را تحت تاثیر قرار می دهد.

آموزش جوشکاری CO2
انجام جوشکاری co2 اموزش نیاز دارد. مبانی آموزش جوشکاری CO2 شامل آشنایی با اصول ایمنی هنگام کار جوشکاری به سبک استفاده از گازها، یادگیری تنظیمات دستگاه جوش و انتخاب پارامترهای جوشکاری مناسب، مانند ولتاژ، شدت جریان و سرعت جوشکاری است. آنچه در این نوع از جوشکاری بسیار حائز اهمیت است، مهارت نگه داشتن قطعه کار و الکترود است. علاوه بر تمام مواردی که عنوان شد، طی یادگیری مبانی آموزش جوشکاری CO2، باید چگونگی شناسایی و رفع عیوب جوشکاری، مانند نفوذ ناکافی، سوختن قطعه کار و ایجاد حفرههای جوش هم آموزش داده شود.
در ادامه مراحل و نکات کلیدی برای انجام جوشکاری CO2 به صورت مرحله به مرحله ارائه شده است:
1. آماده سازی تجهیزات
هرآنچه برای انجام دادن اتصال به روش جوشکاری co2 نیاز است را فراهم کنید. از دستگاه جوش و سیم جوش گرفته تا گاز محافظ و تورچ جوشکاری. تنظیمات دستگاه جوش CO2 را بررسی کنید تا بدانید چگونه باید جریان و ولتاژ را تنظیم نمایید. هنگامی که قصد انجام جوشکاری میگ مگ یا CO2 را دارید، باید فنر را تعویض کنید. اگر عملیات جوشکاری با سیم جوش کربنی انجام شود، باید فنر تورچ فلزی انتخاب کنید. اما اگر جوشکاری را با سیم جوش آلومنیومی انجام می دهید، نیازی به فنر تورچ فلزی ندارید. فنر تورچ برای انجام این روش، باید تفلون باشد.
2. آماده کردن سطح مورد جوشکاری
سطحی که قرار است جوشکاری شود، باید تمیز باشد و رد هیچ گونه چربی، زنگ زدگی و آلودگی روی آن وجود نداشته باشد. اگر مانعی وجود دارد، آن مانع را رفع کنید. با ایجاد کردن یک شیار بین دو لبه تحت اتصال، شکاف کوچکی بسازید که استحکام جوش های لب به لب را بالاتر ببرد.
3. تنظیمات دستگاه
شما باید جریان و ولتاژ دستگاه جوشکاری co2 را مطابق با ضخامت فلزی که قصد اتصال آن را دارید و نوع سیم جوش انتخابی، در نظر بگیرید. برای فلزات نازک از جریان و ولتاژ پایین تری استفاده می شود و برای فلزات ضخیم، جریان بالاتری نیاز است.
4. شروع عملیات جوشکاری
برای شروع عملیات جوشکاری زاویه تورچ باید ۱۵ تا ۲۰ درجه نسبت به سطح کار در نظر گرفته شود. نازل تورچ از سطح کار بین ۱۰ تا ۱۵ میلی متر فاصله داشته باشد و حرکت تورچ آرام و با سرعت ثابت انجام شود. این امور کمک می کند تا جوش تمیز و یکنواختی داشته باشید.

5. نکات ایمنی
هنگام انجام عملیات جوشکاری co2 مانند هر روش دیگری باید تمامی تجهیزات ایمنی نظیر لباس محافظ، دستکش، ماسک جوشکاری و کفش ایمنی مورد استفاده تکنسین قرار بگیرد. محیط کار باید دارای تهویه مناسب باشد تا خطر مسمومیت با استنشاق گازهای سمی از بین برود. عینک محافظ برای جلوگیری از آسیب های چشمی، الزامی است.
6. بررسی کیفیت جوش
پس از اینکه عملیات جوشکاری به پایان رسید، باید جوش را از نظر اینکه دارای ترک، حفره و ناهماهنگی نباشد بررسی کنید. اگر ایرادی وجود دارد، آن را رفع نمایید. با استفاده از انواع روش ها مانند تست ذرات مغناطیسی می توانید کیفیت جوش را بررسی کنید.
7. جمع آوری تجهیزات و نگهداری اصولی
پس از پایان کار، دستگاه جوشکاری شامل نازل تورچ و سایر قطعات را تمیز کنید. از سیم جوش و گاز CO2 طوری نگهدارید کنید که آسیب نبینند. با در نظر گرفتن همین مراحل می توانید سطح مهارت خود را برای انجام جوشکاری CO2 بالا ببرید.
مراحل جوشکاری CO2
در اولین مرحله از جوشکاری CO2 باید دستگاه آماده سازی و تنظیم شود. انتخاب سیم جوش مناسب، تنظیم شدت جریان و ولتاژ و همچنین تعیین فشار گاز CO2 از مهم ترین کارهایی است که قبل از شروع جوش انجام می شود. گاز CO2 به عنوان گاز محافظ عمل کرده و از نفوذ اکسیژن و نیتروژن به ناحیه جوش جلوگیری می کند. در این مرحله معمولا تکنسین جوشکاری با توجه به ضخامت قطعه و نوع اتصال، پارامترهای دستگاه را به دقت مشخص می کند.
در مرحله دوم، ایجاد قوس الکتریکی و شروع فرآیند جوشکاری انجام می شود. قوس بین سیم جوش و قطعه برقرار می شود و فلز پایه را ذوب می کند. در این بخش، حرکت دست در جوشکاری CO2 اهمیت زیادی دارد، زیرا سرعت، زاویه و یکنواختی حرکت می تواند کیفیت جوش را تعیین کند. همچنین، استفاده از تکنیک های مختلف مثل جوشکاری CO2 در حالت تخت یا روش های پیشرفته تر مانند روش جوشکاری پالس دار به جوشکار کمک می کند تا نفوذ کافی و اتصال مقاوم ایجاد کند.
مرحله نهایی شامل اتمام قوس، بررسی کیفیت جوش و پاکسازی سطح است. پس از اتمام کار، جوش باید از نظر یکنواختی، عمق نفوذ و عدم وجود حفره یا ترک مورد بررسی قرار گیرد. در صنایع بزرگ برای افزایش سرعت و کاهش خطا، از دستگاه اتوماتیک تولید الکترود جوشکاری CO2 یا تجهیزات تمام اتوماتیک استفاده می شود. این مرحله تضمین می کند که اتصال نهایی علاوه بر زیبایی ظاهری، استحکام کافی داشته و بتواند در شرایط مختلف بارگذاری به خوبی عمل کند.
مزایای جوشکاری CO2
یکی از مهم ترین مزایای جوشکاری CO2 در حالت تخت این است که اتصال ها بسیار تمیز و یکدست ایجاد می شوند. همچنین، این روش هزینه گاز محافظ کمتری دارد و برای پروژه های بزرگ مقرون به صرفه است. جوشکاران حرفه ای و تکنسین جوشکاری با بهره گیری از تکنیک های مدرن مانند روش جوشکاری پالس دار می توانند کنترل بیشتری بر روی کیفیت و عمق جوش داشته باشند. این مزایا باعث شده که جوشکاری co2 در صنایع خودروسازی و سازه های فلزی کاربرد گسترده ای داشته باشد.
عوارض جوشکاری co2
با وجود مزایا، جوشکاری CO2 می تواند عوارضی هم به همراه داشته باشد. به دلیل ایجاد اشعه های فرابنفش و دود، تکنسین ها در معرض مشکلات تنفسی و آسیب های پوستی قرار می گیرند. همچنین صدای زیاد و پاشش جرقه در حین کار، خطرات ایمنی ایجاد می کند. در برخی موارد اگر حرکت دست در جوشکاری co2 به درستی کنترل نشود یا گاز محافظ کافی نباشد، کیفیت جوش کاهش یافته و نیاز به تعمیر خواهد داشت. به همین دلیل، استفاده از تجهیزات ایمنی و پیروی از استانداردهای آموزش جوشکاری co2 الزامی است.
عوارض جوشکاری CO2 برای انسان
اگرچه جوشکاری با استفاده از گاز CO2 یک فرایند بسیار رایج برای اتصال فلزات در صنایع مختلف است، اما رعایت نکات ایمنی مانع این موضوع خواهد شد که عوارض جوشکاری co2مخاطرات جدی برای سلامتی انسان در پی داشته باشد.
- ایجاد مشکلات تنفسی
هنگام جوشکاری CO2، گازهای سمی و ذرات ریز زیادی به وجود می آیند که استنشاق آن ها برای جوشکار و حاضران در محل، مضر است. استنشاق این گازها، ریه ها و مجاری تنفسی را تحریک می کند و با علائمی مانند سرفه و تنگی نفس خودش را نشان می دهد. برای در امان ماندن از خطرات کپسول co2 جوشکاری تمامی موارد ایمنی کار را رعایت کنید.
- آسیب های چشمی
ایجاد پرتوهای شدید و رسیدن ذرات ریز به سطح چشم، باعث آسیب به شبکیه چشم خواهد شد و جز خطرات جوشکاری co2 محسوب می شود. به همین دلیل استفاده از عینک ایمنی، جوشکاری اولویت است.

- سوختگی پوست
مشکلات پوستی از دیگر عوارض جوشکاری co2 برای انسان است. اگر پوست تکنسین یا اطرافیان با پرتوهای جوشکاری یا جرقه ها برخورد کند، سوختگی های شدید پوستی بر جای می گذارد. اهمیت استفاده از لباس های محافظ مناسب برای جوشکاری، به همین دلیل است.
- بیماری های قلبی
اگر برای مدت زمان طولانی در معرض گازهای سمی جوشکاری قرار بگیرید، بدون اینکه از تجهیزات ایمنی مناسب استفاده کنید، احتمال ابتلا یا تشدید بیماری های قلبی و عروقی را افزایش می دهید.
- دیگر مشکلات سلامتی
تحقیقات نشان داده است که برخی از گازهای ایجاد شده در جوشکاری CO2 ممکن است سرطان زا باشند و یا حتی باعث عقیم شدن جوشکار گردند. به همین دلیل رعایت ایمنی و استفاده از تجهیزات مناسب هنگام جوشکاری با CO2 ضروری است.
دستگاه جوشکاری CO2
دستگاه جوشکاری CO2 یکی از پرکاربردترین تجهیزات در صنایع فلزی است که با استفاده از گاز دی اکسید کربن به عنوان گاز محافظ، اتصالاتی مقاوم و اقتصادی ایجاد می کند. این دستگاه به گونه ای طراحی شده که هم در پروژه های کوچک و هم در کارگاه های صنعتی بزرگ قابل استفاده است. در بسیاری از کارخانه ها برای افزایش سرعت تولید و یکنواختی جوش، از دستگاه اتوماتیک تولید الکترود جوشکاری co2 استفاده می شود که دخالت نیروی انسانی را به حداقل می رساند.
کار با این دستگاه نیازمند تجربه و مهارت است و یک تکنسین جوشکاری باید بتواند شدت جریان، ولتاژ و میزان گاز را با توجه به ضخامت ورق تنظیم کند. در آموزش های عملی مانند آموزش جوشکاری co2 تاکید می شود که اپراتور بتواند تکنیک های مختلف از جمله جوشکاری CO2 در حالت تخت و سایر وضعیت های کاری را به درستی انجام دهد. همچنین تسلط بر حرکت دست در جوشکاری co2 از عوامل کلیدی در ایجاد جوش یکنواخت و بدون نقص است.
این دستگاه قابلیت پشتیبانی از تکنیک های مدرن مانند روش جوشکاری پالس دار را نیز دارد که برای کنترل بهتر حرارت و جلوگیری از اعوجاج در ورق های نازک به کار می رود. به همین دلیل، جوشکاری co2 با این دستگاه هم از نظر اقتصادی مقرون به صرفه است و هم از نظر کیفی پاسخگوی نیاز صنایع مختلف خواهد بود.
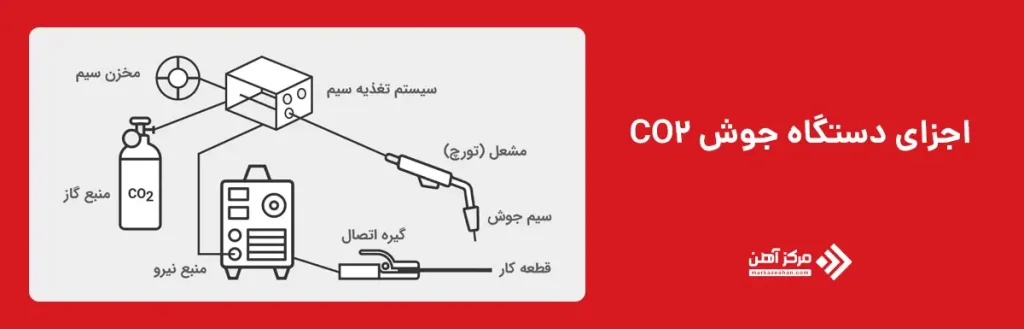
اجزای دستگاه جوش CO2
اطلاع از اجزای مختلف دستگاه جوشکاری CO2 به جوشکار کمک می کند تا در هنگام استفاده، تنظیمات درست را انجام داده و کیفیت جوش را بالا ببرد. یک تکنسین جوشکاری اگر به خوبی اجزای دستگاه را بشناسد، می تواند در شرایط مختلف مثل جوشکاری CO2 در حالت تخت یا هنگام استفاده از روش جوشکاری پالس دار بهترین عملکرد را داشته باشد. همچنین شناخت کامل قطعاتی مثل تورچ، مخزن سیم جوش و سیستم گاز محافظ، مانع از بروز خطا و توقف کار می شود.
از طرف دیگر، آشنایی با اجزا در نگهداری و تعمیر دستگاه نقش مهمی دارد. به عنوان مثال اگر سیم جوش به درستی از سیستم تغذیه عبور نکند یا فشار گاز محافظ مناسب نباشد، کیفیت جوش افت می کند. همین موضوع نشان می دهد که آگاهی دقیق از اجزا برای جلوگیری از مشکلات ضروری است. در واقع، یکی از نکات اصلی در آموزش جوشکاری CO2 همین شناخت اجزاست تا جوشکار بتواند با دقت بیشتری کنترل فرآیند را به دست بگیرد.
به طور کلی، اطلاع از اجزای دستگاه باعث افزایش ایمنی، کاهش هزینه های جانبی و بهبود بهره وری می شود. حتی در کار با تجهیزات مدرن مانند دستگاه اتوماتیک تولید الکترود جوشکاری CO2 هم شناخت اجزا به کاربر کمک می کند تنظیمات را بهتر انجام دهد و با تسلط بیشتر بر حرکت دست در جوشکاری co2 کیفیت جوش بهتری ارائه کند.
تفنگ یا تورچ جوشکاری
تورچ ابزار اصلی در جوشکاری CO2 است که جریان الکتریکی و گاز محافظ را به محل جوش منتقل می کند. کنترل زاویه و حرکت دست در جوشکاری co2 هنگام استفاده از تورچ اهمیت زیادی دارد، زیرا کوچک ترین خطا می تواند کیفیت اتصال را پایین بیاورد. در بسیاری از دوره های آموزش جوشکاری co2 کار با تورچ به صورت عملی تمرین می شود.
مخزن سیم جوش
مخزن وظیفه نگهداری و تامین سیم جوش را بر عهده دارد تا در طول فرآیند، سیم به طور یکنواخت وارد قوس شود. در پروژه های صنعتی از دستگاه اتوماتیک تولید الکترود جوشکاری co2 استفاده می شود که به این مخزن متصل است و سرعت و دقت کار را بالا می برد.
گیره اتصال
گیره اتصال قطعه کار را به زمین متصل می کند و مدار الکتریکی جوش را کامل می سازد. یک تکنسین جوشکاری باید از سلامت و استحکام این گیره مطمئن باشد تا در هنگام جوشکاری CO2 در حالت تخت یا سایر موقعیت ها، قوس پایدار و بدون اختلال ایجاد شود.
سیلندر گاز (کپسول گاز)
سیلندر منبع تامین گاز محافظ است که در این فرآیند معمولا CO2 خالص یا ترکیب آن با گازهای دیگر استفاده می شود. گاز، ناحیه جوش را در برابر اکسیداسیون و آلودگی محافظت می کند. در آموزش جوشکاری CO2 به جوشکار یاد داده می شود که فشار و دبی گاز را متناسب با نوع کار تنظیم کند.
منبع نیرو
منبع نیرو جریان برق مورد نیاز را برای ایجاد قوس الکتریکی فراهم می کند. این بخش در تنظیم شدت جریان و ولتاژ نقش کلیدی دارد و امکان استفاده از تکنیک هایی مثل روش جوشکاری پالس دار را فراهم می کند.
سیستم تغذیه سیم
این سیستم سیم جوش را از مخزن به تورچ هدایت می کند و باید حرکت یکنواخت داشته باشد. اگر سیم به درستی تغذیه نشود، کیفیت جوش افت می کند. آشنایی با این بخش برای هر تکنسین جوشکاری ضروری است تا بتواند مشکلات احتمالی را سریع برطرف کند.
سیستم گاز محافظ
این سیستم شامل شیرها و شیلنگ هایی است که جریان گاز را از سیلندر به تورچ منتقل می کنند. تنظیم درست آن مانع از ورود آلودگی به محل جوش می شود و در کنار کنترل صحیح حرکت دست در جوشکاری co2 کیفیت نهایی اتصال را تضمین می کند.

جدول آمپر جوشکاری CO2
جدول آمپر جوشکاری CO2 را باید یک ابزار مهم و ضروری برای هر جوشکاری محسوب کرد که از فرایند جوشکاری به روش CO2 بهره می گیرد. این جدول به تکنسین ها کمک می کند تا جریان الکتریسیته (آمپر) را هنگام جوشکاری با گاز محافظ دی اکسید کربن به درستی تنظیم کنند. در این جدول اطلاعات کاربردی و کلیدی ارائه می شود که بیان می کند با توجه به ضخامت ورق فلزی و موقعیت جوشکاری، چه میزان آمپر باید مورد استفاده قرار بگیرد.
این جداول توسط تولیدکنندگان دستگاه های جوشکاری یا متخصصان عرصه جوشکاری تدوین می گردند و ممکن است بسته به عوامل مختلفی، اعداد آن تغییر کنند. بنابراین لازم است که همیشه سراغ جدول مناسب بروید.
| فلز | ضخامت (میلیمتر) | موقعیت جوشکاری | آمپر جوشکاری |
|---|---|---|---|
| فولاد | 1 | تخت | 100-120 |
| فولاد | 2 | تخت | 120-140 |
| فولاد | 3 | تخت | 140-160 |
| فولاد | 1 | عمودی | 120-140 |
| فولاد | 2 | عمودی | 140-160 |
| فولاد | 3 | عمودی | 160-180 |
| فولاد | 1 | سقف | 140-160 |
| فولاد | 2 | سقف | 160-180 |
| فولاد | 3 | سقف | 180-200 |
| آلومینیوم | 1 | تخت | 70-90 |
| آلومینیوم | 2 | تخت | 90-110 |
| آلومینیوم | 3 | تخت | 110-130 |
| آلومینیوم | 1 | عمودی | 90-110 |
| آلومینیوم | 2 | عمودی | 110-130 |
| آلومینیوم | 3 | عمودی | 130-150 |
| آلومینیوم | 1 | سقف | 110-130 |
| آلومینیوم | 2 | سقف | 130-150 |
| آلومینیوم | 3 | سقف | 150_170 |
تنظیم آمپر جوشکاری co2 باید بر اساس ضخامت قطعه کار، سرعت جوشکاری، نوع فلز و آلیاژ باشد. همچنین باید تجربه جوشکار را هم برای تنظیم آمپر مناسب در نظر گرفت. نوع تنظیمات یک جوشکار با تجربه با یک تکنسین تازه کار متفاوت خواهد بود.
انواع جوشکاری CO2
اگر سوال شود که روش های مورد استفاده توسط جوشکار co2 چیست باید از دو روش نام برد: با کپسول و بدون کپسول.
در روش جوشکاری با کپسول که تیگ هم نامیده می شود، گاز آرگون به عنوان لایه محافظ مورد استفاده قرار می گیرد و شیوه انجام عملیات جوشکاری به صورت نقطه ای خواهد بود.
روش دیگر، جوشکاری بدون کپسول است که به آن میگ هم گفته می شود. این روش بسیار محبوب است، زیرا تجهیزات آن وزن کمی دارند و به راحتی قابل جابجایی هستند.
گفتنی است در جوشکاری میگ فرایند جوشکاری بر خلاف روش اول به صورت مداوم انجام می شود و سرعت بالاتری نسبت به روش تیگ دارد.
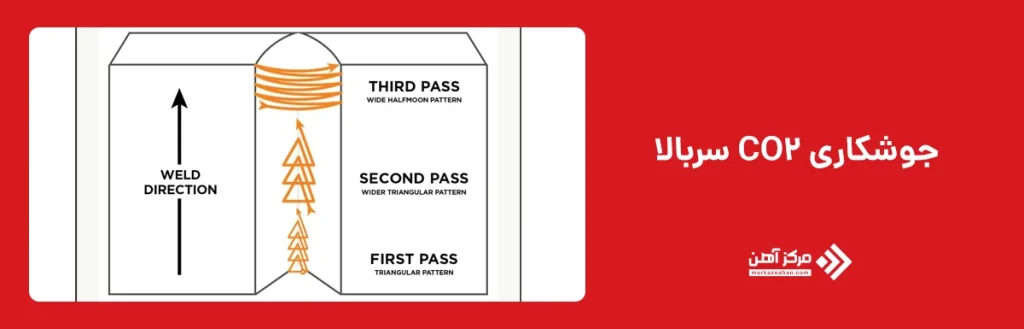
جوشکاری CO2 سربالا
جوشکاری co2 سربالا همواره یکی از سخت ترین عملیات اتصال قطعات فلزی است، زیرا تکنسین باید در جهتی خلاف جاذبه زمین عملیات جوشکاری را انجام دهد. آماده سازی دقیق لبه ها، تنظیم درست دستگاه و استفاده از قوس های کوتاه و طولانی فرایند جوشکاری co2 را تسهیل می کند. حرکت دست در جوشکاری co2 باید نه تند باشد نه کند، جوشکار تعادل داشته باشد و حرکت دست او مداوم و پیوسته باشد.
جوشکاری با این تکنیک، مهارت و دقت بالایی را می طلبد، زیرا هرگونه تغییر در فاصله الکترود از قطعه کار یا شدت جریان الکتریکی، کیفیت جوش را تحت تأثیر قرار می دهد. جوشکار باید بتواند با تکیه بر مهارت خود و انجام تنظیمات دقیق، یک اتصال با کیفیت بالا را ایجاد کند. آموزش جوشکاری co2 سربالا برای جوشکاران پیش از انجام کار الزامی است.
جوشکاری چدن با CO2 هنگام جوشکاری چدن با co2، دی اکسید کربن به عنوان گاز محافظ در نظر گرفته می شود و از طریق قوس الکتریکی، انرژی لازم برای جوشکاری، تولید می گردد. این تکنیک نه تنها برای جوشکاری چدن بلکه برای فلزات آهنی و فولاد معمولی نیز کاربردی است.
نکات مهم در جوشکاری co2
جوشکاری CO2 یکی از روش های پرکاربرد در صنایع فلزی است که نیاز به دقت بالا و رعایت اصول فنی دارد. برای اینکه کیفیت جوش مطلوب باشد و خطاهای رایج کاهش یابد، توجه به نکات کلیدی در هنگام کار الزامی است. در ادامه مهم ترین موارد را مرور می کنیم:
- همیشه قبل از شروع کار، تنظیمات دستگاه را طبق دستورالعمل های آموزش جوشکاری CO2 انجام دهید.
- انتخاب الکترود و سیم مناسب اهمیت زیادی دارد، استفاده از دستگاه اتوماتیک تولید الکترود جوشکاری CO2 می تواند کیفیت را ثابت و یکنواخت کند.
- یک تکنسین جوشکاری باید شدت جریان، ولتاژ و فشار گاز را متناسب با ضخامت ورق تنظیم کند.
- در جوشکاری CO2 در حالت تخت زاویه تورچ و یکنواختی قوس اهمیت زیادی در جلوگیری از عیوب جوش دارد.
- استفاده از تکنیک های مدرن مانند روش جوشکاری پالس دار کمک می کند تا حرارت ورودی کنترل شود و ورق های نازک دچار تابیدگی نشوند.
- کنترل دقیق حرکت دست در جوشکاری CO2 از اصلی ترین عوامل در دستیابی به جوشی تمیز، مقاوم و یکنواخت است.
جمع بندی
در مجموع، جوشکاری CO2 یکی از روش های کارآمد و اقتصادی برای اتصال فلزات است که اگر به درستی اجرا شود، اتصالی مقاوم و یکنواخت ایجاد می کند. رعایت اصولی مثل تنظیم دقیق دستگاه، استفاده از تجهیزات استاندارد مانند دستگاه اتوماتیک تولید الکترود جوشکاری CO2، به کارگیری تکنیک های پیشرفته مانند روش جوشکاری پالس دار و توجه به جزئیاتی همچون حرکت دست در جوشکاری co2، نقش اساسی در کیفیت نهایی دارند. همچنین نقش یک تکنسین جوشکاری حرفه ای در کنترل شرایط و اجرای صحیح فرآیند بسیار مهم است و همین موضوع باعث می شود آموزش جوشکاری CO2 برای علاقه مندان و فعالان این حوزه ضروری باشد.
سوالات متداول
تفاوت این دو روش در تجهیزات و مواد مصرفی، فرایند جوشکاری و هزینه است. در جوشکاری CO2، از یک گاز محافظ به نام دی اکسید کربن برای ایجاد یک محیط بدون اکسیژن اطراف قوس الکتریکی استفاده می شود، در حالی که جوشکاری الکترود دستی، فرایندی قدیمی تر است که در آن از یک الکترود دستی برای ایجاد قوس الکتریکی استفاده می شود.
تنظیم آمپر مناسب برای جوشکاری CO2 باید بر اساس ضخامت قطعه کار، سرعت جوشکاری، نوع فلز و آلیاژ باشد. همچنین باید تجربه جوشکار را هم برای تنظیم آمپر مناسب در نظر گرفت. نوع تنظیمات یک جوشکار با تجربه با یک تکنسین تازه کار متفاوت خواهد بود
برای انجام اتصالات روی فلزات غیر آهنی از جنس آلومینیوم، منیزیم و تیتانیوم، نمی توان از گاز محافظ دی اکسید کربن استفاده کرد، زیرا موجب اکسیداسیون خواهد شد. در چنین مواردی معمولا از گاز آرگون با خلوص بالا استفاده می شود.
بله، جوشکاری CO2 به دلیل ایجاد اشعه ماوراء بنفش، دود و پاشش جرقه می تواند خطرناک باشد. به همین دلیل استفاده از تجهیزات ایمنی مانند ماسک، دستکش و تهویه مناسب الزامی است.
این روش بیشتر برای فولادهای کربنی و کم آلیاژ به کار می رود و در صنایع خودروسازی و سازه های فلزی بسیار رایج است. البته با تنظیم درست دستگاه می توان آن را برای برخی فولادهای زنگ نزن هم استفاده کرد.

