
آموزش جوشکاری سربالا، بررسی صفر تا صد جوش سربالا

دسترسی سریع به محتوای این مطلب
جوشکاری سربالا یکی از پیچیده ترین و دقیق ترین روش های جوشکاری است که به دلیل نیاز به مهارت های خاص و آموزش حرفه ای، می تواند برای بسیاری از جوشکاران چالش برانگیز باشد. این نوع جوشکاری عمدتاً در موقعیت هایی استفاده می شود که نیاز به جوش در ارتفاع یا در مکان های دشوار وجود دارد. برخلاف جوشکاری معمولی، در این روش، جوشکار باید با دقت بالا قطعات را در زاویه عمودی جوش دهد تا جوش به طور صحیح و مقاوم تشکیل شود. در این مقاله، به بررسی جزئیات این روش اعم از آموزش، کاربردها، تکنیک ها، مزایا و چالش های جوشکاری سربالا پرداخته خواهد شد.

جوشکاری سربالا چیست؟
جوشکاری سربالا به نوعی از جوشکاری گفته می شود که در آن قطعه کار باید در موقعیتی عمودی قرار گیرد. این روش به ویژه در پروژه هایی که نیاز به جوشکاری در ارتفاعات یا مکان های دشوار دارند، کاربرد دارد. جوشکاری سربالا با الکترود به طور خاص برای انجام جوش های مقاوم و با کیفیت در این شرایط طراحی شده است. یکی از اصلی ترین ویژگی های این نوع جوشکاری، نیاز به دقت بالا و کنترل بی نقص دستگاه جوش است.
در آموزش جوشکاری سربالا سعی می کنیم راهنمای جامعی را ارائه دهیم. این نوع جوشکاری یکی از روش های پیشرفته در جوشکاری صنعتی است که عمدتاً در صنایع بزرگ و پروژه های ساختمانی یا پل سازی کاربرد دارد. از آنجا که جوشکار باید در محیط هایی با دسترسی محدود یا در ارتفاعات بالا جوش دهد، جوشکاری در این شرایط نیاز به دقت و تجربه فراوانی دارد. بنابراین، آموزش جوشکاری سربالا به ویژه برای پروژه های صنعتی و ساختمانی اهمیت زیادی پیدا می کند.
در ادامه آموزش جوشکاری سربالا، توجه ویژه به جوش سربالا و تنظیم دقیق امپر جوش سربالا اهمیت زیادی دارد، زیرا جریان بیش از حد می تواند موجب ریزش مذاب شود و کیفیت جوش را کاهش دهد. همچنین انتخاب بهترین الکترود برای جوش سربالا نقش تعیین کننده ای در نفوذ مناسب و یکنواختی حوضچه جوش دارد. تکنیک های کنترل حرارت و سربالا حرکت دست در جوشکاری، از جمله حرکت های نیم دایره ای یا زیگ زاگ کوچک، به جوشکار امکان می دهد تا مذاب را به طور متوازن روی قطعه نگه دارد و از ترک یا سوختگی جلوگیری کند. بنابراین، یک دوره جامع آموزش جوشکاری باید تمرکز ویژه ای روی این موارد داشته باشد تا افراد بتوانند با اطمینان و مهارت، جوش های مقاوم و با کیفیت در شرایط عمودی ایجاد کنند.
آموزش جوشکاری سربالا
آموزش جوشکاری سربالا ابتدا از درک اصول اولیه جوشکاری و تجهیزات شروع می شود. جوشکارانی که قصد دارند در این زمینه تخصص پیدا کنند باید با نحوه کار دستگاه جوش، انواع الکترودها و همچنین تنظیمات صحیح ولتاژ جوشکاری آشنا شوند. یکی از اولین مراحل آموزش، آشنایی با جوشکاری الکترود است. جوشکاری با الکترود، نیازمند دقت فراوان در انتخاب الکترود مناسب و تنظیم آن برای ایجاد جوش های مقاوم است. برای این نوع جوش، معمولاً از الکترودهایی با پوشش سلولزی یا روتیلی استفاده می شود و زاویه نگه داشتن الکترود اهمیت زیادی دارد (حدود ۱۰ تا ۱۵ درجه از عمود به سمت بالا). به کمک حرکت دست به صورت زیگزاگی یا نیم دایره ای، مذاب، کنترل و نفوذ مناسب حاصل می شود. لازم به ذکر است که لایهها به صورت پله ای و با توقف های کوتاه انجام شوند تا جوش تمیز و بدون عیب انجام گردد.
حداکثر جریان جوشکاری در حالت های مختلف
| وضعیت جوشکاری | حداکثر جریان (آمپر) |
|---|---|
| حالت تخت | 250 |
| حالت افقی | 200 |
| حالت قائم | 160 |
| حالت بالای سر | 150 |
در آموزش جوشکاری سربالا، جوشکار باید بداند که در این روش، جوش باید به طور عمودی بر روی قطعه کار ایجاد شود. این نکته نه تنها در نحوه قرارگیری قطعات اهمیت دارد، بلکه باید جوشکار، توانایی کنترل حرارت و دما را داشته باشد تا از ذوب شدن یا پاشش جوش جلوگیری کند. علاوه بر این، آموزش جوشکاری سربالا شامل یادگیری نحوه قرارگیری صحیح بدن و دستان جوشکار است. چرا که در این حالت جوشکار باید دستان خود را در زاویه ای دقیق قرار دهد تا فرآیند جوش به درستی انجام شود. در این مرحله از آموزش جوشکاری عمودی، مهم ترین نکته ای که جوشکار باید رعایت کند، استراحت دست ها و حفظ تعادل در حین جوشکاری است. در ادامه با تکنیک های تخصصی جوش سربالا بیشتر آشنا می شویم.
حرکت دست در جوشکاری سربالا
یکی از مهم ترین اصول در نحوه جوش سربالا، کنترل دقیق حرکت دست در جوشکاری سربالا است تا پاس جوشکاری یکنواخت و مقاوم ایجاد شود. در آموزش جوش سر بالا تأکید می شود که زاویه صحیح الکترود در جوشکاری سربالا بین ۷۵ تا ۸۰ درجه باشد و دست جوشکار به آرامی و با حرکات کوتاه نیم دایره ای یا زیگ زاگ هدایت شود. این روش باعث می شود مذاب روی محل جوش جمع شود بدون اینکه بریزد و نفوذ مناسب در لبه های قطعه ایجاد گردد. برای جوشکاری سربالا با الکترود، سرعت حرکت دست باید متناسب با قطر الکترود و شدت جریان انتخابی باشد؛ حرکت سریع باعث کاهش نفوذ و حرکت کند موجب جمع شدن بیش از حد مذاب و ریزش آن می شود.

در نحوه جوشکاری سربالا حرفه ای، توجه به روش های حرکتی مناسب نقش حیاتی دارد. روش جوشکاری سر بالا شامل هدایت دست در جهت حوضچه جوش و هماهنگی با کنترل جریان و زاویه الکترود است. حرکات دست باید ملایم و متناوب باشند تا هر پاس جوشکاری کامل شود و جوش بدون حفره یا ترک شکل گیرد. تمرین عملی روی قطعات کوچک قبل از اجرای پروژه های بزرگ به جوشکار کمک می کند تا حرکت دست در جوشکاری سربالا را به صورت دقیق و خودکار اجرا کند و از هر گونه اشتباه ناشی از ریزش یا عدم نفوذ جلوگیری نماید. این دقت در حرکت دست، کلید تولید جوش های مقاوم و با کیفیت در شرایط عمودی است.
مزایای جوشکاری سربالا
مزایای جوش سربالا چیست؟ جوشکاری سربالا با الکترود مزایای زیادی دارد. اولین و مهم ترین مزیت آن، توانایی جوشکاری در مکان هایی است که جوشکاری در شرایط دیگر ممکن یا راحت نیست. این نوع جوشکاری می تواند در موقعیت های پیچیده، از جمله کار در ارتفاعات یا نقاطی که دسترسی به آن ها سخت است، به کار گرفته شود. جوشکار در این حالت باید توانایی کنترل دقیق دستگاه و مواد جوش را داشته باشد تا جوش های مقاوم و محکم ایجاد شود. یکی دیگر از مزایای جوشکاری سربالا، استفاده از الکترودهای خاص است که به طور دقیق و با کمترین هدر رفت مواد، جوش هایی با مقاومت بالا ایجاد می کنند. همچنین، در این روش، میزان پاشش فلز جوش به حداقل می رسد و این به جوشکار کمک می کند تا جوش های تمیز و مقاوم ایجاد کند.
علاوه بر انعطاف پذیری مکانی، این روش به دلیل تسلط بر نیروی جاذبه، نیازمند مهارت های فنی ویژه ای است که مستقیماً با کیفیت نهایی کار در ارتباط است. فرآیند جوشکاری سر بالا چالش های منحصر به فردی را در مدیریت حوضچه مذاب ایجاد می کند که برای غلبه بر آن ها، انتخاب الکترود مناسب برای جوش سربالا با پوشش های سلولزی حیاتی است؛ چرا که این الکترودها با ایجاد قوس پایدار و خاکستر سریع سخت شونده، از چکیدن مذاب جلوگیری کرده و تضمین کننده نفوذ و استحکام اتصال در وضعیت های نامساعد هستند. بنابراین، دستیابی به استانداردهای صنعتی در این موقعیت ها، بدون گذراندن دوره های تخصصی و دریافت آموزش جوش سربالا که به جوشکاران می آموزد چگونه با تنظیم دقیق جریان و زاویه دسته هولدر، بر نیروی گرانش غلبه کنند، تقریباً غیر ممکن است. این تخصص باعث می شود تا ضمن کاهش ضایعات و ریسک های ایمنی، اتصالاتی با یکنواختی بالا و خواص مکانیکی برتر ایجاد گردد.

کاربرد جوشکاری سربالا
جوشکاری سربالا در صنایع مختلفی کاربرد دارد، به ویژه در صنعت ساختمان و پل سازی. این روش جوشکاری برای تعمیرات در ارتفاعات، جوشکاری در داخل سازه ها و همچنین در پروژه های عظیم که نیاز به جوش در نقاط دشوار دارند، به کار می رود. جوشکاری در ارتفاع معمولاً به عنوان یکی از مهم ترین مهارت ها در این صنعت شناخته می شود، چرا که علاوه بر مهارت های فنی، نیازمند توانایی کار در شرایط غیرعادی است. جوشکاری صنعتی با استفاده از روش سربالا به ویژه در مواردی که نیاز به استحکام و مقاومت بالای جوش در قطعات مختلف وجود دارد، مورد استفاده قرار می گیرد. در بسیاری از موارد، جوشکاران باید در ارتفاعات بالا یا محیط های دارای محدودیت فضا به جوشکاری بپردازند. این شرایط خاص باعث می شود که جوشکار نیاز به دانش و مهارت های ویژه ای داشته باشد تا بتواند جوش های مناسب و با کیفیت بالا تولید کند.
از جمله کاربردهای جوش سربالا می توان موارد زیر را نام برد:
- جوشکاری ستون ها و سازه های فلزی عمودی
- اتصال قطعات در سازه های ساختمانی و اسکلت فلزی
- تعمیر و نگهداری تجهیزات صنعتی و مخازن عمودی
- جوشکاری در صنایع پتروشیمی و پالایشگاه ها
- ساخت پل ها و تیرهای عمودی
- جوشکاری خطوط لوله در حالت عمودی
- پروژه های عمرانی با دسترسی محدود به موقعیت افقی
ترفندها و تکنیک های جوشکاری سربالا
در جوشکاری سربالا، یکی از مهم ترین ترفندها انتخاب الکترود مناسب است. این انتخاب می تواند تأثیر زیادی بر کیفیت جوش نهایی داشته باشد. الکترودهایی که برای جوشکاری سربالا استفاده می شوند باید ویژگی هایی همچون مقاومت بالا در برابر حرارت و قابلیت کنترل دقیق مواد مذاب را داشته باشند. جوشکاران باید در آموزش به خوبی با انواع مختلف الکترودها و قیمت آهن آلات آشنا شوند و بتوانند بهترین انتخاب را بسته به نوع پروژه و شرایط کاری داشته باشند. چرا که این انتخاب می تواند روی هزینه های پروژه هم تاثیرگذار باشد. چرا که جوشکاری و متریال های مصرفی ارتباط مستقیم با هزینه های نهایی دارند.
یک تکنیک مهم دیگر در جوشکاری سربالا، کنترل سرعت حرکت دستگاه جوش است. برای این کار، جوشکار باید توجه زیادی به وضعیت فلز مذاب داشته باشد. حرکت سریع دستگاه می تواند منجر به ناپیوستگی جوش و کاهش کیفیت آن شود، در حالی که حرکت کند ممکن است باعث ذوب زیاد فلز و ایجاد پاشش شود. بنابراین، جوشکار باید بتواند تعادل دقیقی بین سرعت و حرارت برقرار کند تا جوش های تمیز و مقاومی ایجاد کند.
استفاده از روش های مختلف جوشکاری برق یکی از تکنیک های دیگری است که در جوشکاری سربالا به کار می رود. جوشکاری برق به جوشکار این امکان را می دهد که با استفاده از تجهیزات پیشرفته و قدرت تنظیم ولتاژ دقیق، جوش هایی با دقت بالا و استحکام عالی تولید کند. در جوشکاری سربالا، ولتاژ جوشکاری باید به طور دقیق تنظیم گردد تا مانع از پاشش جوش و ذوب اضافی شد و جوش ها به طور یکنواخت و مقاوم تشکیل شوند. در ادامه با دیگر تکنیک های جوش سربالا آشنا می شویم:
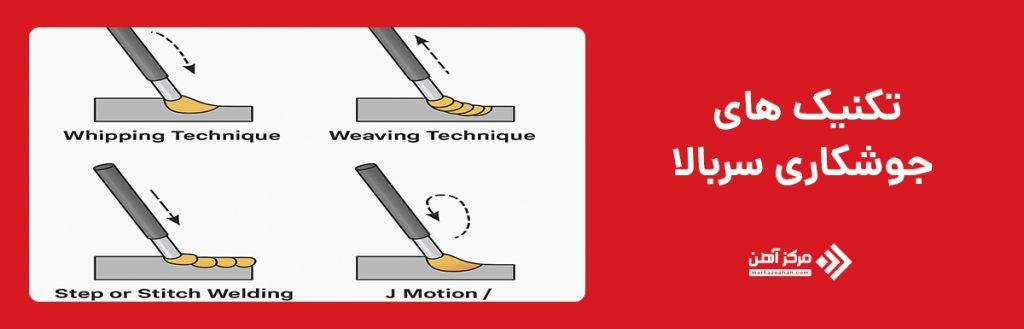
تکنیک شلاقی (Whipping Technique)
مناسب برای: الکترودهای سلولزی مثل E6010
نحوه اجرا:
- الکترود را به جلو هدایت کنید، سپس سریع به عقب شلاق وار برگردید.
- این کار باعث می شود مواد مذاب فرصت انجماد داشته باشد و از ریزش جلوگیری شود.
مزایا:
- کنترل بهتر بر حجم حوضچه مذاب
- نفوذ بالا در ریشه جوش (root pass)
- مناسب برای پاس اول در ورق ضخیم یا لوله
تکنیک موجی یا بافتی (Weaving Technique)
مناسب برای: پاس های پرکننده و پوششی (fill & cap pass)
نحوه اجرا:
- الکترود به صورت زیگزاگی (چپ و راست) حرکت داده می شود.
- حرکت باید کنترل شده، یکنواخت و بدون مکث زیاد در مرکز باشد.
الگوهای رایج:
- زیگزاگ ساده
- نیم دایره ای
- مثلثی (مخصوص جوش های چند پاس)
نکته مهم:
در هر تغییر جهت، کمی مکث نیاز است تا لبهها به خوبی ذوب شوند، ولی مکث بیش از حد باعث شره شدن (Undercut) مواد مذاب می شود.

تکنیک نقطه ای یا ضربه ای (Step or Stitch Welding)
مناسب برای: جوشکاری قطعات نازک تر
نحوه اجرا:
- جوش به صورت قطعه قطعه (نقطه ای) و با فاصله اجرا می شود.
- بعد از هر چند سانت توقف نیاز است و تا مواد مذاب خنک شود.
هدف:
- جلوگیری از تاب برداشتن یا اعوجاج
- کنترل بهتر گرما
تکنیک J یا هلالی (J Motion / Crescent Shape)
مناسب برای: جوشکاری های دقیق تر و ضخامت های متوسط
نحوه اجرا:
- حرکت الکترود شبیه حرف J انگلیسی یا هلال ماهه
- معمولاً از پایین به بالا در حرکات کوتاه نیمدایره ای اجرا می شود.
مزایا:
- کنترل بهتر بر شکل حوضچه
- نفوذ و ذوب یکنواخت تر
تکنیک ضربدری یا متقاطع (Cross Motion)
مناسب برای: استفاده محدود در بعضی اتصالات پیچیده
نحوه اجرا:
- حرکت الکترود به صورت + یا ×
- تمرکز روی ذوب همزمان لبهها و وسط اتصال
الکترود مناسب برای جوش سربالا
انتخاب الکترود مناسب برای جوش سربالا تأثیر مستقیمی بر کیفیت و استحکام اتصال دارد، زیرا در این وضعیت، حوضچه مذاب تحت تأثیر نیروی جاذبه قرار می گیرد و کنترل آن دشوارتر است. در بررسی تفاوت جوش سربالا و سرپایین مشخص می شود که در حالت سربالا نیاز به نفوذ کنترل شده تر، قوس کوتاه تر و انجماد سریع تر فلز وجود دارد؛ بنابراین الکترودهایی با سرباره پایدار و قابلیت انجماد سریع ترجیح داده می شوند. در بسیاری از پروژه های ساختمانی، جوشکاری سربالا با الکترود 6013 به دلیل پایداری قوس، سهولت کنترل حوضچه و ایجاد سطح جوش یکنواخت رایج است، هر چند تنظیم صحیح آمپر اهمیت زیادی دارد.
در فرآیند جوش سر بالا زاویه حرکت الکترود معمولاً کمی رو به بالا و با نوسان محدود تنظیم می شود تا از ریزش مذاب جلوگیری گردد. همچنین در دوره های اموزش جوشکاری سر بالا تأکید می شود که انتخاب قطر مناسب الکترود و تطبیق آن با ضخامت قطعه، نقش کلیدی در جلوگیری از عیوبی مانند تخلخل و بریدگی کناره جوش دارد. از نظر نوع پوشش نیز الکترودهای روتیلی به دلیل شروع قوس آسان و سرباره روان، برای کارهای سبک تر در وضعیت سربالا مناسب هستند، در حالی که الکترودهای قلیایی (کم هیدروژن) برای سازه های تحت تنش و اتصالات حساس، استحکام و چقرمگی بالاتری فراهم می کنند. همچنین انتخاب کلاس مقاومتی الکترود باید متناسب با جنس فلز پایه انجام شود تا در جوشکاری سربالا، علاوه بر کنترل مذاب، خواص مکانیکی اتصال نهایی نیز حفظ گردد.
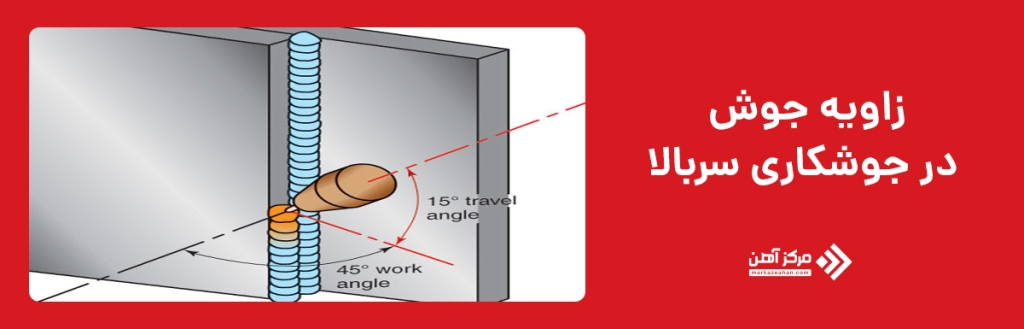
زاویه الکترود در جوشکاری سربالا
تنظیم صحیح زاویه الکترود در جوشکاری سربالا یکی از عوامل تعیین کننده در کیفیت نهایی اتصال است، زیرا در این وضعیت، نیروی جاذبه تمایل به ریزش حوضچه مذاب دارد و هر گونه خطا در زاویه گیری می تواند موجب افتادگی یا ذوب ناقص شود. در فرآیند جوشکاری سربالا معمولاً الکترود با زاویه ای حدود ۵ تا ۱۵ درجه رو به بالا نسبت به محور عمودی نگه داشته می شود تا حوضچه مذاب به سمت فلز پایه هدایت گردد و انجماد به صورت کنترل شده انجام شود. کوتاه نگه داشتن طول قوس نیز هم زمان با زاویه مناسب، به تمرکز حرارت و جلوگیری از پاشش کمک می کند. در اجرای صحیح جوش سربالا، حرکت های نوسانی محدود و یکنواخت باعث توزیع متعادل فلز پرکننده در لبه ها می شود. در دوره های آموزش جوشکاری سربالا تأکید می شود که هماهنگی میان زاویه دست، شدت جریان و سرعت پیشروی، کلید دستیابی به نفوذ کافی و جلوگیری از عیوبی مانند بریدگی کناره یا حبس سرباره است.
تفاوت جوشکاری سر بالا با جوشکاری بالای سر
جوشکاری در موقعیت سربالا (Vertical Position) حالتی از جوشکاری است که در آن، الکترود از پایین ترین بخش قطعه شروع به حرکت کرده و به سمت بالا پیش می رود. در مقابل، جوشکاری بالای سر (Overhead) زمانی انجام می شود که قطعه کار بالاتر از سر جوشکار قرار دارد، که این حالت معمولاً با چالش هایی مانند چکیدن مذاب و چسبندگی نامناسب همراه است. جوشکاری بالای سر در تعمیرات زیر سازه ها و اتصالات سقفی کاربرد فراوان دارد.
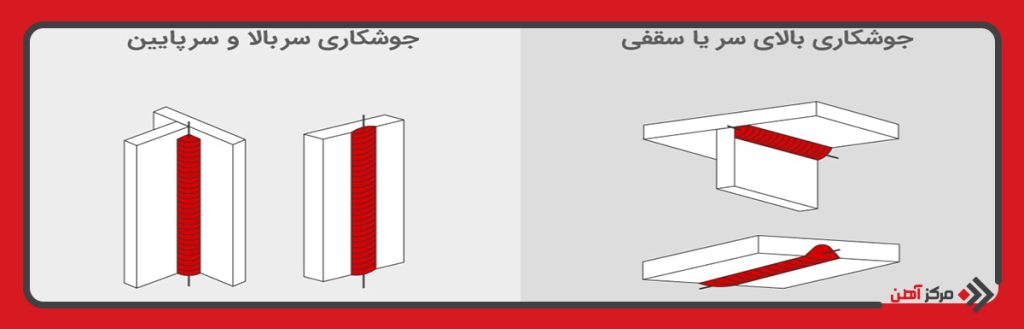
از نظر تکنیکی، در وضعیت سربالا کنترل حوضچه مذاب با حرکت تدریجی رو به بالا و تنظیم دقیق آمپر انجام می شود، در حالی که در حالت بالای سر تمرکز اصلی بر کوتاه نگه داشتن قوس و کاهش حجم مذاب برای جلوگیری از ریزش است. همچنین در جوشکاری بالای سر معمولاً از الکترودهایی با انجماد سریع تر استفاده می شود تا فلز مذاب فرصت چکیدن نداشته باشد. از نظر خستگی فیزیکی نیز وضعیت بالای سر فشار بیشتری به جوشکار وارد می کند و نیازمند آمادگی بدنی و مهارت بالاتری است. در هر دو روش، رعایت نکات ایمنی مانند استفاده از لباس و محافظ مناسب اهمیت ویژه ای دارد تا از آسیب ناشی از پاشش یا سقوط مذاب جلوگیری شود.
تفاوت جوش سربالا و سرپایین
جوشکاری سربالا نسبت به جوشکاری سرپایین چالش برانگیزتر است. در جوشکاری سر پایین، جوشکار می تواند از نیروی گرانش استفاده کند و به راحتی فلز مذاب را در جهت مورد نظر هدایت کند. اما در جوشکاری سربالا، جوشکار باید با دقت بیشتری حرکت کرده و از ایجاد پاشش جوش جلوگیری کند. همچنین، در این روش، جوشکار باید توانایی کنترل حرارت و وضعیت بدن خود را برای انجام فرآیند جوشکاری در موقعیت های دشوار داشته باشد.
از نظر نفوذ نیز در جوش سرپایین معمولاً سرعت پیشروی بیشتر است و عمق نفوذ کنترل شده تری حاصل می شود، در حالی که در جوش سربالا کاهش سرعت حرکت برای جلوگیری از ریزش مذاب ضروری است. در وضعیت سرپایین به دلیل همراهی جریان مذاب با نیروی گرانش، شکل گرده جوش یکنواخت تر ایجاد می شود، اما در حالت سربالا مهارت دست و تنظیم دقیق زاویه الکترود اهمیت بیشتری دارد. همچنین انتخاب شدت جریان در جوش سربالا معمولاً کمی کمتر از سرپایین در نظر گرفته می شود تا حوضچه مذاب پایدار بماند. از نظر کاربرد صنعتی، جوشکاری سربالا بیشتر در سازه های فلزی، ستون ها و اسکلت ساختمان استفاده می شود، در حالی که جوش سرپایین در خطوط لوله و برخی اتصالات طولی سرعت اجرای بالاتری فراهم می کند. در نهایت، کیفیت نهایی هر دو روش به میزان مهارت جوشکار و انتخاب صحیح پارامترهای فنی وابسته است.
نکات ایمنی جوشکاری سربالا
یکی از اصلی ترین نکات ایمنی در جوشکاری سربالا، استفاده از تجهیزات ایمنی مناسب است. جوشکار باید از دستکش های مقاوم به حرارت، عینک ایمنی و لباس های ضد آتش استفاده کند. همچنین، به ویژه در جوشکاری در ارتفاعات، جوشکار باید از تجهیزات ایمنی مانند کمربند ایمنی استفاده کند تا از بروز حوادث ناگوار جلوگیری شود. در حین جوشکاری، باید از تهویه مناسب محیط اطمینان حاصل شود. زیرا جوشکاری معمولاً با تولید گازهای سمی همراه است که می تواند سلامت جوشکار را تهدید کند. بنابراین، استفاده از سیستم های تهویه برای کاهش این گازها بسیار حیاتی است.

چالش های جوشکاری سربالا
چالش های جوشکاری سربالا معمولاً شامل کار در ارتفاعات، محدودیت فضای کاری و نیاز به دقت بالا در کنترل حرارت و سرعت حرکت است. این نوع جوشکاری ممکن است نیاز به مهارت های خاصی داشته باشد که جوشکار باید از قبل آن ها را فراگرفته باشد. علاوه بر این، جوشکار باید توانایی کار در شرایط نا مساعد محیطی را داشته باشد، که این خود یکی از بزرگ ترین چالش های جوشکاری سربالا به شمار می آید. در ادامه لیستی از چالش های این مهارت خاص را با هم بررسی می کنیم:
- ریزش مذاب به سمت پایین و سختی کنترل حوضچه جوش
- ایجاد نفوذ ناقص یا ذوب ناکافی در محل اتصال
- پاشش زیاد و نیاز به تمیزکاری بیشتر
- نیاز به مهارت بالا برای کنترل زاویه و حرکت الکترود
- افزایش احتمال ترک یا عیوب جوش در صورت اجرای نامناسب
- کاهش دید جوشکار نسبت به ناحیه جوش در حین کار
- خستگی بیشتر جوشکار به دلیل موقعیت کاری سخت و طولانی
- نیاز به تنظیم دقیق پارامترهای دستگاه جوش (آمپر، ولتاژ و غیره)
در واقع جوشکاری سربالا یک مهارت تخصصی است که برای انجام آن نیاز به تمرکز و دقت فراوان است. این روش جوشکاری در بسیاری از صنایع از جمله ساخت و ساز، پل سازی و پروژه های تعمیراتی در ارتفاعات کاربرد دارد. جوشکارانی که این تکنیک را به خوبی یاد می گیرند، قادر خواهند بود جوش های مقاوم و با کیفیت بالا را در شرایط سخت ایجاد کنند. برای موفقیت در جوشکاری سربالا، توجه به نکات ایمنی، انتخاب مناسب تجهیزات و تمرین منظم امری ضروری است. در کنار این موارد، توجه به جزئیات مانند تنظیم صحیح ولتاژ جوشکاری و انتخاب الکترود مناسب از اهمیت ویژه ای برخوردار است. و در نهایت آگاهی از هزینه ها و استفاده بهینه از مواد و منابع در جوشکاری سربالا، در کاهش هزینه های پروژه ها نقشی کلیدی ایفا می کند.
سوالات متداول
جوشکاری سر بالا به فرایند جوشکاری گفته می شود که در آن قطعه کار در زاویه عمودی قرار دارد. این نوع جوشکاری در پروژه هایی که نیاز به جوش در ارتفاع یا مکان های سخت دارند، اهمیت ویژه ای پیدا می کند.
برای جوشکاری سربالا به تجهیزاتی مانند الکترود مناسب، دستگاه جوشکاری با تنظیمات دقیق ولتاژ، لباس و دستکش ایمنی و دستگاه تهویه مناسب نیاز است.
رعایت اصول ایمنی مانند استفاده از تجهیزات حفاظتی، تنظیم محیط کار برای تهویه مناسب و اطمینان از درست بودن وضعیت بدنی جوشکار، از جمله راه های تضمین ایمنی در این فرایند است.
چالش های رایج شامل مشکلات در کنترل حرارت، حرکت دست ها و بدن در موقعیت های دشوار و جوشکاری در محیط های نامساعد است.
بله، جوشکاری سر بالا نیاز به مهارت و تجربه خاصی دارد. جوشکار باید توانایی کنترل دقیق الکترودها و تجهیزات را داشته باشد و همچنین باید به نکات ایمنی توجه کند.
معمولاً جریان کمتر از حالت مسطح استفاده می شود، حدود ۵۰–۷۰٪ جریان معمولی برای همان قطر الکترود، تا مذاب، سریع ریزش نکند.
زاویه الکترود حدود ۷۵–۸۰ درجه و حرکت آرام و کنترل شده باعث می شود مذاب روی کار جمع شود بدون اینکه بریزد.
حرکت Zig-zag کوچک یا نیم دایره ای به جای خط مستقیم، مذاب را در حوضچه جوش نگه می دارد و نفوذ یکنواخت ایجاد می کند.
الکترودهای کم هیدروژن (مثل E6013 یا E7018) برای جوش سربالا بهترند، چون کنترل مذاب و کیفیت جوش را افزایش می دهند.
سطح جوش باید یکنواخت و بدون حفره یا چکه باشد؛ ترک یا سوختگی نشان دهنده آمپر یا تکنیک نامناسب است.


مرکزآهن، مرجعی تخصصی و به روز برای کسب دانش و اطلاع از آخرین تحولات بازار آهن و فولاد است. با وبلاگ جامع ما، همیشه از آخرین اخبار و اطلاعات این صنعت آگاه باشید.