
خدمات خمکاری ورق

خدمات خمکاری ورق فرآیندی تخصصی برای شکل دادن به انواع ورق های فلزی در زوایا و فرم های دلخواه است که با اعمال نیروی کنترل شده روی بخش مشخصی از ورق انجام می شود. در این فرآیند از ابزارها و روش های متنوعی مانند پرس، قالب، غلتک و دستگاه های ترمز استفاده می شود تا قطعه نهایی با دقت بالا و بدون ایجاد نقص تولید گردد. امروزه خمکاری ورق آهن نقش مهمی در تولید قطعات صنعتی، ساختمانی و تجهیزات مهندسی ایفا می کند و در ساخت محصولاتی مانند بدنه خودرو، قطعات هوافضا و محفظههای فلزی کاربرد گسترده دارد. با پیشرفت فناوری، امکان اجرای دقیق خم کاری ورق آهن حتی برای اشکال پیچیده نیز فراهم شده است. در همین راستا، مجموعه های تخصصی مانند مرکزآهن با ارائه خدمات خم کاری ورق آهن به صورت سفارشی، مطابق نقشه و با زمان تحویل مشخص، این امکان را در اختیار مشتریان قرار می دهند تا بدون دغدغه فنی یا دوباره کاری، سفارش خود را ثبت کرده و قطعات آماده استفاده را با اطمینان کامل تحویل بگیرند.
در ادامه این فرآیند، آنچه برای کارفرمایان و مجریان پروژه اهمیت دارد، دقت زاویه خم، یکنواختی سطح قطعه و انطباق کامل با نقشه اجرایی است. اجرای صحیح خمکاری می تواند از بروز خطاهای مونتاژی، افزایش ضایعات و تحمیل هزینه های اضافی جلوگیری کند. به همین دلیل، استفاده از تجهیزات مدرن و اپراتورهای متخصص نقش تعیین کننده ای در کیفیت نهایی دارد. مرکزآهن با بهره گیری از دستگاه های پیشرفته و کنترل کیفی دقیق، شرایطی را فراهم کرده است که قطعات خم شده بدون نیاز به اصلاح یا پردازش مجدد، مستقیماً در پروژه قابل استفاده باشند. این موضوع به ویژه برای پروژه های زمان محور و صنعتی، یک مزیت رقابتی محسوب می شود.
از سوی دیگر، امکان ثبت سفارش بر اساس ضخامت های مختلف، تیراژ متنوع و کاربردهای گوناگون باعث شده است مشتریان بتوانند متناسب با نیاز واقعی خود تصمیم گیری کنند. ارائه مشاوره پیش از اجرا، برآورد دقیق هزینه و اعلام زمان تحویل مشخص، فرآیند سفارش را شفاف و قابل اطمینان می سازد. این رویکرد نه تنها ریسک اجرایی را کاهش می دهد، بلکه به کارفرما کمک می کند برنامه ریزی دقیق تری برای ادامه پروژه داشته باشد و با خیالی آسوده، عملیات ساخت یا نصب را پیش ببرد.
خدمات خمکاری ورق در مرکزآهن
در مرکزآهن، خدمات خمکاری ورق با رویکردی کاملاً تخصصی و متناسب با نیاز پروژه های ساختمانی و صنعتی ارائه می شود. تمرکز اصلی این خدمات بر اجرای دقیق خم ها، رعایت زوایای استاندارد و حفظ کیفیت سطح ورق است تا قطعات نهایی بدون نیاز به اصلاح یا دوباره کاری، مستقیماً قابل استفاده باشند. بهره گیری از دستگاه های پیشرفته و تیم فنی مجرب باعث شده است فرآیند خمکاری با دقت بالا و حداقل خطا انجام شود و پاسخگوی سفارش های تکی تا تیراژ بالا باشد.
ارائه خدمات خم کاری ورق آهن در این مجموعه به صورت سفارشی و مطابق نقشه اجرایی انجام می شود؛ به این معنا که پیش از شروع کار، مشخصات فنی ورق، ضخامت، نوع کاربرد و شرایط نصب بهدقت بررسی می گردد. این رویکرد به مشتریان کمک می کند تا با اطمینان کامل، هزینه و زمان اجرای پروژه را مدیریت کرده و قطعاتی هماهنگ با نیاز واقعی خود دریافت کنند. شفافیت در اعلام هزینه، تعهد به زمان تحویل و امکان دریافت مشاوره پیش از ثبت سفارش، مرکزآهن را به انتخابی مطمئن برای اجرای خمکاری ورق تبدیل کرده است.
انواع روش های خمکاری ورق
رعایت اصول خمکاری ورق بسیار حیاتی است، چرا که شکل دادن به ورق های فلزی به اشکال، اندازه ها و طرحهای مختلف را ممکن می سازد. خم کردن ورق ها به روش های خاصی انجام می شود و دوام، پایداری و استحکام هر روش متفاوت است. چندین تکنیک خمش ورق در صنعت فلزکاری مورد استفاده قرار می گیرد که هرکدام مزایا و معایب خود را دارند.
1. تکنیک خمش هوا
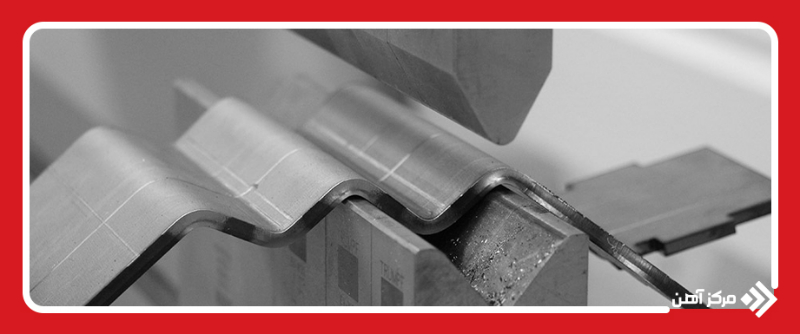
یکی از متداول ترین انواع خمکاری ورق تکنیک خمش هوا است. این فرآیند با فشار دادن ورق به داخل دهانه (بین پانچ و قالب) با اعمال نیرو به سطح بالایی پانچ صورت می گیرد. تکنیک خمش هوا یک روش خمکاری همه کاره و دقیق است که می تواند مجموعه ای از اشکال و زوایای گوناگون را ایجاد کند. با این حال، نیرو را به اندازه سایر روش های خمکاری اعمال نمی کند که احتمال بروز خطاهای عملیاتی را افزایش می دهد.
2. تکنیک خمش سکه ای
یکی دیگر از روش های استاندارد خمکاری ورق تکنیک خمش سکه ای است. این روش شامل فشرده شدن یک ورق فلزی در دو قالب برای ایجاد یک شکل خاص است. روش سکه ای معمولا برای ایجاد خم های کوچک استفاده می شود، چرا که از دقت بالایی برخوردار است. همچنین برای تولید جزئیات کوچک مانند حروف برجسته روی انواع ورق های فلزی ایده آل است. با این حال، می تواند فرآیندی زمان بر باشد، به خصوص زمانی که با ورق های فلزی بزرگ یا اشکال پیچیده سروکار دارید.
3. تکنیک خمش غلتکی
خمکاری غلتکی یکی دیگر از روش های رایج در صنعت فلزکاری است. این روش با یک سری غلتک انجام می شود که برای تولید یک خم با شعاع خاص تنظیم می شوند. خمکاری غلتکی اغلب برای ورق های فلزی بزرگ یا قطعات بلند فلزی مانند لوله ها به کار می رود. این روش دقیق و موثر برای خم کردن فلزات می تواند خم های ساده یا پیچیده را با دقت بسیار بالایی ایجاد کند. با این حال، کمی کندتر از سایر روش ها است که استفاده از آن را برای تولیدات نیازمند به سرعت بالا محدود می کند.
امروزه روش های مختلفی برای آموزش خمکاری ورق فلزی و کاربرد آن استفاده می شوند و انتخاب روش مورد استفاده به نوع و پیچیدگی شکل مورد نظر بستگی دارد. خمش با هوا، روش سکه ای و خمش غلتکی رایج ترین روش های موجود هستند. هر روشی، دارای مزایا و معایب خاص خود است و انتخاب از بین آن ها به نیازهای خاص پروژه فلزی بستگی دارد.
انواع خدمات خمکاری ورق
خدمات خمکاری ورق یکی از فرآیندهای مهم در صنعت فلزکاری است که برای شکل دهی انواع ورق های فلزی با توجه به کاربرد نهایی انجام می شود. این خدمات بسته به نوع متریال، ضخامت و دقت موردنیاز، به روش های مختلفی اجرا می شوند و نقش مهمی در کیفیت قطعه نهایی دارند. در بسیاری از پروژه های صنعتی و ساختمانی، خمکاری ورق آهن به دلیل استحکام و کاربرد گسترده این نوع ورق، بیشترین سهم را دارد و برای تولید قطعات سازه ای، شاسی ها و فریم های فلزی مورد استفاده قرار می گیرد.
از سوی دیگر، خمکاری ورق گالوانیزه به دلیل وجود پوشش محافظ روی، نیازمند دقت بیشتری است تا در حین خمکاری به سطح ورق آسیبی وارد نشود؛ به همین دلیل این نوع خمکاری معمولاً در ساخت قطعاتی که در معرض رطوبت و شرایط محیطی قرار دارند، اهمیت ویژه ای دارد. علاوه بر نوع ورق، عوامل دیگری مانند زاویه خم، تعداد خم ها و دستگاه مورد استفاده نیز بر کیفیت کار اثر می گذارند و در نهایت قیمت خمکاری ورق را تعیین می کنند. انتخاب صحیح روش خمکاری متناسب با نوع ورق و نیاز پروژه، باعث افزایش دقت، کاهش ضایعات و بهینه سازی هزینه ها خواهد شد.
خمکاری ورق آلومینیوم
خمکاری ورق آلومینیوم به فرآیند تغییر شکل با خم کردن آن به زاویه دلخواه بدون ایجاد شکستگی یا ترک اطلاق می شود. این فرآیند به طور گسترده در صنایع مختلف مانند خودروسازی، هوافضا، صنعت ساختمان و برق استفاده می شود. استفاده از تجهیزات صحیح هنگام خمش ورق آلومینیوم برای اطمینان از مطابقت محصول نهایی با مشخصات مورد نظر اهمیت دارد. فرآیند خمش ورق آلومینیوم را می توان به روش های مختلفی انجام داد. متداول ترین روش های خمش ورق آلومینیوم عبارت از خمش با هوا، خمش زیرین و سکه ای هستند.
- خمش با هوا شامل استفاده از پانچ و قالب برای فشار دادن ورق آلومینیوم به داخل است.
- خمش زیرین با بستن ورق آلومینیوم بین دو قالب و سپس استفاده از پانچ برای فشار دادن ورق به یک سو انجام می شود.
- روش سکه ای هم شامل فشار دادن یک ورق آلومینیوم بین دو قالب با استفاده از نیروی زیاد برای ایجاد یک خمش دائمی است.
صرف نظر از روشی که برای خمش ورق آلومینیوم استفاده می شود، اطمینان از انجام این فرآیند در شرایط کنترل شده و با کمک ابزار و تجهیزات مناسب برای به دست آوردن خمشی باکیفیت، بسیار مهم است.
خمکاری ورق آهن
خمکاری ورق آهن فرآیندی است که در آن، تغییر شکل ورق آهنی برای انطباق با یک شکل یا طرح خاص صورت می گیرد. این کار معمولا با استفاده از ابزارهای تخصصی مانند دستگاه های خم کن، چکش و غلتک انجام می شود. خمش ورق آهن یک تکنیک حیاتی در صنعت ساختمان است، زیرا ایجاد سازه های گوناگون مانند ورق های سقف، لوله ها و حتی مبلمان را ممکن می سازد.
فرآیند خمش ورق آهن با انتخاب ورق مناسب و اندازهگیری آن برای اطمینان از مطابقت با مشخصات مورد نیاز شروع می شود. پس از آن، ورق فلزی روی یک پرس خمشی هیدرولیک بسته می شود و سپس تحت فشار دستگاه پرس قرار می گیرد تا ورق به شکل دلخواه تغییر یابد.
ممکن است این فرآیند برای برخی از بخش های ورق نیاز به تکرار داشته باشد تا از برآورده شدن مشخصات مورد نیاز اطمینان حاصل شود. فراموش نکنید که در هنگام کار با ورق های آهنی، رعایت نکات ایمنی برای جلوگیری از حوادث و صدمات ناخواسته در اولویت قرار دارد.
خمکاری ورق گالوانیزه
گالوانیزه کردن به فرآیند پوشش فولاد یا آهن با «فلز روی» برای محافظت از آن ها در برابر خوردگی اطلاق می شود. ورق های گالوانیزه به دلیل دوام و خواص مقاومت در برابر زنگ زدگی به طور گسترده در صنایع ساختمانی، خودروسازی و تولیدی استفاده میشوند. با این حال، خمکاری ورق گالوانیزه به دلیل پیوند قوی بین پوشش روی و فولاد می تواند یک کار فوقالعاده چالشبرانگیز باشد. زیرا هنگامی که ورق گالوانیزه در معرض خمش قرار می گیرد، پوشش روی همراه با فولاد کشیده و فشرده می شود که باعث ایجاد ترک و پوسته پوسته شدن آن خواهد شد. این امر می تواند به ضعیف شدن مواد منجر شود و بر کیفیت و عملکرد کلی ورق گالوانیزه تاثیر بگذارد.
برای غلبه بر این موضوع، خمکاری ورق نازک گالوانیزه به ابزار و تکنیک های تخصصی تری نیاز دارد. استفاده از سنبه و غلتک با اندازههای مناسب برای به حداقل رساندن آسیب به پوشش روی ضروری است. همچنین خمش باید با دقت و به آرامی انجام شود تا مواد بیش از حد معمول تحت فشار قرار نگیرند. قبل از خم شدن یا بازپخت ورق نیز می توان آن را انعطاف پذیرتر کرد تا خطر آسیب به پوشش روی کاهش یابد. قیمت ورق گالوانیزه به همراه لیست خدمات این محصول را در سایت مرکزآهن مشاهده کنید.
خمکاری ورق استیل
خمش ورق فولادی یک فرآیند متداول برای ایجاد اشکال و ساختار های مختلف است. این کار با اعمال فشار به ورق فولادی برای وادار کردن آن به خم شدن در امتداد یک محور خاص صورت می گیرد. مقدار نیروی مورد نیاز، به ضخامت و سختی ورق فولادی بستگی دارد.
خمکاری ورق استیل را می توان به صورت دستی یا با کمک ماشین هایی مانند دستگاه پرس، غلتک ها و ماشین های تاشونده انجام داد. این تکنیک کاربردهای گسترده ای در صنایع ساخت و ساز دارد. زیرا از آن برای ایجاد سازه های مختلف مانند پانل ها، محفظه ها، کانال های HVAC و قاب ها استفاده می شود.
فرآیند خمش ورق فولادی مستلزم در نظر گرفتن عواملی مانند ضخامت مواد، شعاع خمش و برگشت فنری به صورت دقیق است. حداقل شعاع خمش با ضخامت و ترکیب مواد تعیین می شود. زاویه خم را می توان با تنظیم فشار اعمال شده به ورق تغییر داد. هرچقدر زاویه خمش بزرگ تر باشد، برگشت فنری (تمایل ورق برای بازگشت به شکل اولیه خود پس از خم شدن) بیشتر است. برای مقابله با این پدیده، ورق ممکن است بیش از حد خم شود و سپس رها شود تا به شکل مطلوب خود بازگردد. برای دستیابی به اشکال پیچیده هندسی، ممکن است چندین خم روی ورق لازم باشد تا به نتیجه دلخواه برسیم.
خمکاری ورق سیاه
خدمات خمکاری ورق سیاه یک فرآیند متداول است که در ساخت محصولات مختلف مانند قطعات خودرو، مبلمان و وسایل روشنایی استفاده می شود. این فرآیند شامل تغییر شکل یک ورق سیاه در امتداد یک خط منحنی یا مستقیم با استفاده از ابزارها و تکنیک های خاصی مانند دستگاه خمش، پرس یا غلتک است. مواد ورق سیاه که معمولا برای خمش استفاده میشوند، شامل آلومینیوم، فولاد و پلاستیک است.
استفاده از خمش برای مقاصد تولیدی، مزایای متعددی دارد. اولا مقرون به صرفه است و تولیدکنندگان را قادر می سازد محصولات را در مقادیر زیاد تولید کنند. ثانیا خمکاری به شکل گیری اشکال پیچیده کمک می کند. اشکالی که ممکن است با استفاده از روش های دیگر قابل دستیابی نباشند. این امر از طریق استفاده از قالبی حاصل می شود که مواد ورق سیاه را به شکل دلخواه در می آورد. برای اطلاع از قیمت ورق سیاه و خدمات مرتبط با این محصول به سایت مرکزآهن مراجعه کنید.
خمکاری ورق ضخیم
خمکاری ورق ضخیم یکی از فرآیندهای تخصصی در صنعت فلزکاری است که برای شکل دهی ورق هایی با ضخامت بالا مورد استفاده قرار می گیرد. این نوع خمکاری معمولاً در پروژه های صنعتی، سازه ای و سنگین انجام می شود؛ جایی که استحکام، دقت و تحمل بار اهمیت زیادی دارد. برخلاف ورق های نازک، خمکاری ورق ضخیم نیازمند تجهیزات قدرتمند، محاسبات دقیق و تجربه فنی بالاست، زیرا هرگونه خطا می تواند منجر به ترک خوردگی، تغییر شکل ناخواسته یا کاهش مقاومت قطعه شود.
در فرآیند خمکاری ورق ضخیم، عواملی مانند نوع متریال (آهن، فولاد، آلیاژی)، ضخامت ورق، شعاع خم و زاویه موردنظر نقش تعیین کننده ای دارند. معمولاً برای این نوع عملیات از دستگاه های پرس برک سنگین یا ماشین آلات CNC استفاده می شود تا نیروی لازم برای خمکاری به صورت یکنواخت و کنترل شده اعمال شود. انتخاب شعاع خم مناسب اهمیت زیادی دارد، زیرا شعاع بیش از حد کوچک می تواند باعث تمرکز تنش و ایجاد ترک در محل خم شود.
خمکاری ورق ضخیم در ساخت قطعاتی مانند شاسی ماشین آلات، سازه های فلزی سنگین، تجهیزات صنعتی، مخازن، پایه ها و فریم های مقاوم کاربرد گسترده ای دارد. در این پروژه ها، کیفیت خم مستقیماً بر ایمنی و دوام سازه تأثیر می گذارد. به همین دلیل، پیش از انجام خمکاری، بررسی خواص مکانیکی ورق و انجام محاسبات مهندسی توصیه می شود. در نهایت، اجرای صحیح خمکاری ورق ضخیم علاوه بر افزایش کیفیت قطعه نهایی، باعث کاهش ضایعات، جلوگیری از دوباره کاری و بهینه سازی هزینه های تولید می شود. انتخاب مجموعه ای مجهز و متخصص برای انجام این نوع خمکاری، نقش مهمی در موفقیت پروژه های صنعتی و سنگین دارد.
مراحل خدمات خمکاری ورق
خدمات خمکاری ورق یکی از فرآیندهای کلیدی در شکل دهی فلزات به شمار می رود که نقش مهمی در تولید قطعات صنعتی، ساختمانی و سازه ای دارد. کیفیت نهایی قطعه خم شده تنها به دستگاه یا اپراتور وابسته نیست، بلکه به نحوه اجرای صحیح مراحل خمکاری ورق ارتباط مستقیم دارد. هر مرحله از این فرآیند، از بررسی اولیه ورق تا تحویل قطعه نهایی، می تواند بر دقت ابعادی، استحکام خم و ظاهر قطعه اثرگذار باشد.
در خدمات حرفه ای خمکاری، مراحل کار به صورت مشخص و برنامه ریزی شده انجام می شود تا از بروز خطاهایی مانند ترک خوردگی، تاب دار شدن، تغییر زاویه یا عدم تطابق با نقشه جلوگیری شود. رعایت ترتیب مراحل باعث می شود عملیات خمکاری با کمترین ضایعات و بیشترین بازدهی انجام شود و هزینه های اصلاح یا دوباره کاری به حداقل برسد.
شناخت مراحل خدمات خمکاری ورق برای کارفرمایان، مجریان پروژه و حتی خریداران خدمات خمکاری اهمیت بالایی دارد، زیرا این آگاهی به آن ها کمک می کند تا کیفیت کار انجام شده را بهتر ارزیابی کنند و انتظارات فنی واقع بینانه تری داشته باشند. همچنین، زمانی که مراحل خمکاری به درستی اجرا شوند، امکان اجرای خم های دقیق، چند مرحله ای و سفارشی با اطمینان بیشتری فراهم می شود. به همین دلیل، آشنایی با مراحل این خدمات، بخشی جدایی ناپذیر از انتخاب صحیح خدمات خمکاری ورق محسوب می شود.
-
دریافت مشخصات ورق و قطعه: نوع ورق، ضخامت، ابعاد، تعداد خم ها و زاویه هر خم مشخص می شود.
-
بررسی امکان خمکاری: بررسی می شود که ورق با ضخامت و جنس موردنظر قابلیت خمکاری بدون ترک یا تغییر شکل را دارد یا نه.
-
برش ورق به ابعاد مورد نیاز: ورق قبل از خمکاری طبق اندازه تعیین شده برش داده می شود.
-
انتخاب دستگاه مناسب خمکاری: بسته به ضخامت و نوع خم، دستگاه پرس برک یا دستگاه خم انتخاب می شود.
-
تنظیم سنبه و ماتریس: ابزار خم متناسب با ضخامت ورق و زاویه خم روی دستگاه نصب می شود.
-
تنظیم زاویه و فشار دستگاه: میزان فشار و زاویه خم روی دستگاه تنظیم می شود تا خم دقیق انجام شود.
-
اجرای خمکاری ورق: عملیات خمکاری طبق ترتیب مشخص انجام می شود.
-
کنترل زاویه و ابعاد خم: بعد از هر خم، زاویه و ابعاد بررسی می شود تا خطا ایجاد نشود.
-
اصلاح احتمالی خمها: در صورت نیاز، اصلاح جزئی روی زاویه یا فرم خم انجام می شود.
-
تحویل قطعه نهایی: پس از تأیید نهایی، ورق خم شده آماده تحویل می شود.
مزایای خدمات خم کاری ورق آهن مرکزآهن
خدمات خمکاری ورق مزایای بی شماری دارد و می تواند در چندین صنعت مانند فلزکاری، خودروسازی، ساخت و ساز، هوافضا و غیره استفاده شود. یکی از مزایای اصلی خمش ورق، توانایی آن در تولید طیف وسیعی از اشکال و زوایای با دقت و قوام بالا است. این امر باعث می شود که فرآیندی کامل برای تولید قطعات پیچیده باشد؛ قطعاتی که به منحنی ها یا اشکال بسیار دقیق، ظریف و پیچیده نیاز دارند.
یکی دیگر از مزایای خمش ورق، مقرون به صرفه بودن آن به ویژه در تولید قطعات کوچک تا متوسط است. این فرآیند امکان تولید سریع و کارآمد قطعات با حداقل ضایعات مواد را فراهم می کند. بنابراین هزینه های کلی تولید را کاهش می دهد. علاوه بر این، خمش ورق را می توان به صورت خودکار و دستی انجام داد که نشان دهنده انطباق بالای آن است. زیرا خمکاری خودکار در تولیدات مقیاس بزرگ و خمکاری دستی در تولیدات مقیاس کوچک کاربرد دارد.
فرمول خمکاری ورق را می توان در بسیاری از مواد مانند فولاد ضدزنگ، آلومینیوم، آهن و سایر فلزات اعمال کرد؛ یک روش همه کاره که در بسیاری از صنایع نظیر ساخت و ساز، هواپیماسازی، خودروسازی و غیره کاربرد دارد. توانایی آن در تولید اشکال و زوایای پیچیده نیز آن را برای تولید قطعات ماشین آلات به خصوص در حجم زیاد توانمند می سازد.
معرفی دستگاه خمکاری ورق
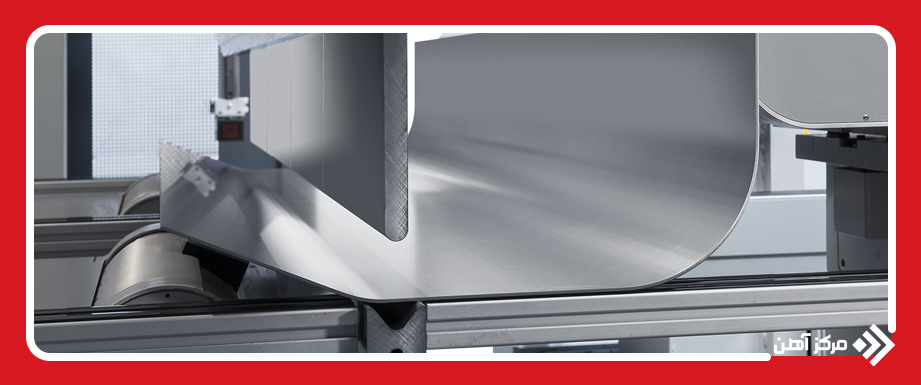
دستگاه خمکاری ورق با سرعت بخشیدن و دقیقتر کردن فرآیند خم کردن ورق های فلزات، صنعت تولید را متحول کرده است. این دستگاه می تواند ورق های فلزی را به اشکال و زوایای مختلف خم کند و شکل دهد که در ساخت محصولاتی مانند درب، قاب، سقف و ماشین آلات بسیار مهم است. در گذشته، خم کردن ورق ها به صورت دستی و با کمک ابزار انجام می شد که نه تنها زمان بر بود، بلکه خطاهای انسانی و کیفیت پایین را در پی داشت.
به کارگیری دستگاه خم کن ورق پیشرفت های قابل توجهی را در فرآیند تولید به ارمغان آورده است و تولید محصولات با کیفیت بالا در مقادیر زیاد را برای صنایع آسان تر می کند. این دستگاه معمولا مجهز به نرم افزار پیشرفته ای است که به آن اجازه می دهد ورق ها را مطابق با مشخصات مورد نظر شکل دهی کند و خطاها را در تولید به حداقل برساند. درنتیجه، فرآیندهای تولید ورق های فلزی کاملا کارآمدتر، مقرون به صرفه تر و قابل اعتمادتر شده اند.
به طور کلی، دستگاه خمکاری ورق به عنوان یک تجهیزات حیاتی، پیشرفت های قابل توجهی را در صنعت تولید به ارمغان آورده است. با افزایش تقاضا برای محصولات با کیفیت بالا، استفاده از فناوری های نوآورانه مانند دستگاه خمش که فرآیندهای تولید را ساده تر می کند، برای تولیدکنندگان ضروری شده است.

نکاتی در خصوص خدمات خمکاری ورق
برای اطمینان از موفقیت آمیز بودن فرآیند خمش، چند نکته وجود دارد که توسط کارشناسان مد نظر قرار می گیرند. در مرحله اول، انتخاب ابزار مناسب برای کار اهمیت دارد. نوع ابزار خمکاری به ضخامت و دوام ورق فلزی بستگی دارد. برای مثال، خدمات خمکاری ورق ضخیم به ابزار خمشی قوی تری نیاز دارد تا بتواند فشار کافی برای تا زدن فلز را بدون شکستن آن وارد کند.
ثانیا استفاده از اندازه گیری ها و علامت گذاری های دقیق روی ورق فلزی قبل از شروع فرآیند خمکاری بسیار مهم است. با این کار می توان دقیق بودن خمش را تضمین کرد و از بروز خطاهای منجر به هدر رفتن مواد جلوگیری کرد. هنگام ایجاد خم های متعدد باید دنباله مناسب را انتخاب کنید. زیرا هنگام ایجاد خم های متعدد روی یک ورق فلز، ابتدا باید طولانی ترین خم ها و سپس خم های کوتاه تر را ایجاد کرد. این امر خطر تاب برداشتن ورق فلز را در فرآیند کاهش می دهد و صاف و خوش فرم بودن محصول نهایی را تضمین می کند.
درنهایت، کارشناسان توصیه می کنند که از گیره هایی برای نگه داشتن فلز در محل خمش استفاده کنید تا از صاف و پایدار ماندن آن اطمینان حاصل شود. با در نظر گرفتن این نکات ساده، می توان از تولید محصولات ورق فلزی باکیفیت و با خم های دقیق مطمئن شد.
عوامل تاثیرگذار بر قیمت خمکاری ورق
قیمت خمکاری ورق تحت تاثیر عوامل مختلفی مانند نوع ماده، ضخامت و پیچیدگی فرآیند خمش قرار دارد. نوع فلز استفاده شده هم میتواند به طور قابل توجهی بر هزینه خمش ورق تاثیر بگذارد. موادی مانند فولاد ضدزنگ و آلومینیوم نسبت به فلزات معمولی مانند فولاد و مس گران تر هستند.
ضخامت ورق
ضخامت ورق، نقش مهمی در تعیین قیمت محصول نهایی دارد. شکل دادن به ورق های ضخیم به کار بیشتر و تجهیزات تخصصی نیاز دارد که منجر به هزینه های تولید بالاتر میشود. بنابراین، شرکتهایی که به دنبال تولید ورقهای ضخیمتر هستند، باید هزینه بیشتری را برای فرآیند خمش بپردازند. درک ضخامت مورد نظر ورق قبل از درگیر شدن در فرآیند خمکاری، ضروری است تا از هزینه های غیرمنتظره جلوگیری شود.
پیچیدگی فرآیند خمش
پیچیدگی فرآیند خمکاری ورق نیز بر قیمت آن تاثیر می گذارد. خمش ساده ورق به زمان، مهارت و تجهیزات کمتری نیاز دارد که به معنای کاهش هزینه های تولید خواهد بود. از سوی دیگر، اشکال پیچیده ممکن است به ماشین آلات تخصصی، کارگران متعدد و ماهرتر و اندازه گیری های دقیق تر نیاز داشته باشند. همه این موارد به هزینه های تولید بالاتر می انجامند.
به طور کلی، عوامل متعددی ازجمله نوع ماده، ضخامت و پیچیدگی فرآیند خمش بر قیمت ورق تاثیرگذار هستند. شرکت هایی که عوامل موثر بر قیمت را درک می کنند، می توانند تصمیمات آگاهانه ای را در مورد خمش ورق بگیرند و درنهایت، هزینه های خود را کاهش دهند. همچنین از خرید محصولات با کیفیت بالا اطمینان حاصل کنند.

ثبت سفارش خدمات خمکاری ورق آهن در مرکزآهن
اگر به دنبال دریافت خدمات حرفه ای و دقیق خمکاری هستید، ثبت سفارش خدمات خمکاری ورق آهن در مرکزآهن این امکان را فراهم می کند تا بدون اتلاف زمان و با اطمینان از کیفیت اجرا، سفارش خود را ثبت و پیگیری کنید. مرکزآهن با بهره گیری از تجهیزات بروز و تیم فنی مجرب، خدمات خمکاری را متناسب با نیاز پروژه های ساختمانی، صنعتی و تولیدی ارائه می دهد. در فرآیند ثبت سفارش، امکان ارائه مشخصات کامل ورق شامل نوع متریال، ضخامت، ابعاد، زاویه خم و تعداد قطعات وجود دارد. این اطلاعات به کارشناسان فنی کمک می کند تا مناسب ترین روش خمکاری انتخاب شده و عملیات با بالاترین دقت انجام شود. خمکاری ورق آهن در مرکزآهن به گونه ای برنامه ریزی می شود که ضمن حفظ استحکام ورق، از ایجاد ترک، تاب دار شدن یا خطای ابعادی جلوگیری شود.
یکی از مزایای ثبت سفارش در مرکزآهن، شفافیت در روند اجرا و زمان بندی تحویل است. پس از بررسی فنی سفارش، برآورد هزینه و زمان انجام کار اعلام می شود تا تصمیمگیری برای مشتری ساده تر باشد. همچنین، امکان انجام خمکاری های ساده تا چند مرحله ای برای ورق های با ضخامت های مختلف فراهم است. اگر کیفیت، دقت و تحویل به موقع برای شما اهمیت دارد، ثبت سفارش خدمات خمکاری ورق آهن در مرکزآهن انتخابی مطمئن محسوب می شود. با ثبت سفارش، می توانید از پشتیبانی تخصصی، اجرای استاندارد و تحویل منطبق با نیاز پروژه خود بهره مند شوید.
سوالات متداول
قیمت خمکاری ورق به ضخامت، نوع متریال، تعداد خم و پیچیدگی کار بستگی دارد و پس از بررسی سفارش اعلام میشود.
برای سفارش خمکاری ورق می توانید مشخصات فنی یا نقشه را ارسال کرده و با کارشناسان فروش هماهنگ کنید.
زمان انجام خمکاری بسته به حجم سفارش و نوع ورق متفاوت است، اما معمولاً در کوتاه ترین زمان ممکن انجام می شود.
بله، خدمات خمکاری ورق های ضخیم با تجهیزات مناسب و مطابق استانداردهای فنی انجام می شود.
بله، خمکاری ورق دقیقاً طبق نقشه، ابعاد و زوایای درخواستی مشتری اجرا می گردد.
حداقل مقدار سفارش بسته به نوع ورق و شرایط کار متفاوت بوده و پس از بررسی اعلام می شود.
می توانید برای دریافت مشاوره تخصصی با کارشناسان مرکزآهن تماس گرفته یا درخواست خود را ثبت کنید.
بله، خمکاری ورق آلومینیوم و استیل با دقت بالا و رعایت اصول فنی انجام می شود تا از ایجاد خط و خش جلوگیری شود.