
آموزش روش جوش نفوذی

دسترسی سریع به محتوای این مطلب
جوشکاری یکی از حرفه های مهم و پر درآمد است که علاوه بر مهارت های عملی، نیازمند یادگیری دقیق مباحث تئوری نیز می باشد. این حرفه در ساخت سازه های فلزی و تولید محصولات مختلف نقش بسیار کلیدی ایفا می کند. بسته به نوع پروژه و متریال مورد استفاده، روش های گوناگونی برای اتصال قطعات فلزی وجود دارد که هر کدام ویژگی های خاص خود را دارند. در میان این روش ها، جوش نفوذی جایگاه ویژه ای پیدا کرده است.
اما جوش نفوذی چیست؟ در این روش، اتصال قطعات به گونه ای انجام می شود که فلزات پایه کاملاً ذوب شده و یکپارچگی ساختاری بالایی ایجاد شود. به همین دلیل از جوش نفوذی در پروژه هایی استفاده می شود که نیاز به استحکام بسیار زیاد دارند. به کارگیری الکترود جوش نفوذی یا در موارد خاص سیم جوش نفوذی، باعث می شود کیفیت اتصال به حداکثر برسد و دوام سازه در برابر فشار یا بارهای سنگین تضمین شود و البته که قیمت آهن را تحت تاثیر قرار می دهد.
به طور کلی، یکی از اهداف اصلی در آموزش جوش نفوذی این است که افراد بتوانند مهارت های لازم برای اجرای این تکنیک تخصصی را به دست آورند. انتخاب تجهیزات مناسب، آشنایی با الکترودها، شناخت شرایط دما و کنترل دقیق فرآیند ذوب، همگی جزو مواردی هستند که در مسیر یادگیری باید مورد توجه قرار گیرند. همچنین دانستن اینکه در چه پروژه هایی این روش به عنوان بهترین نوع جوشکاری شناخته می شود، به جوشکار کمک می کند انتخابی حرفه ای و دقیق داشته باشد.

جوش نفوذی چیست؟
جوش نفوذی یکی از قدیمیترین متدهای جوشکاری است که قدمت آن به آهنگران مصر باستان میرسد و از این روش، اغلب برای تولید فلزات قیمتی و زیورآلات استفاده میکردند. حتی نمونه جواهراتی که مربوط به 1500 سال قبل از مسیح در موزهها هستند با این نوع جوش ساخته شدهاند.
در واقع آنها با استفاده از ترکیبات مختلف و نفوذ آنها در یکدیگر از خورد شدن سریع زیورآلات با ضربه جلوگیری میکردند و این کار را با جوش نفوذی انجام میدادند. امروزه علاوه بر جواهرسازی در صنایع بزرگ و تولیدات هر کشور نیز به وفور از جوشکاری نفوذی استفاده میشود.
جوش نفوذی یا Diffusion welding مهارتی فوق العاده کاربردی است که باعث زیبایی بسیار زیادی در نتایج جوشکاری میشود! امروزه از این نوع جوش برای کاربردهای بسیار متنوعی استفاده میکنند که باعث پیشرفت در صنایع مختلف مانند الکترونیک، هوافضا و حتی تجهیزات هستهای شده است.
میتوان گفت در صنایع پیشرفته، جوش نفوذی جایگاه ویژهای نسبت به سایر انواع جوشها دارد. به علاوه هزینه پایین و دقت بالای جوش نفوذی از مزایای فوق العادهای است که کارفرما و مجریان طرح را به سمت خود میکشاند. جوش نفوذی را با نامهای دیگری مانند پیوند نفوذی، پیوند در حالت جامد، پیوند فشاری و پیوند پرس گرم نیز میشناسند.
منظور از جوش نفوذی چیست؟
این نوع جوشکاری یک روش جوشکاری حالت جامد است! که برای اتصال قطعات فلزی از آن استفاده میشود و حتی فلزات غیر مشابه را نیز میتواند به همدیگر جوش دهد. جوش نفوذی بر اساس قوانین نفوذ حالت جامد عمل میکند، یعنی با این فرایند، اتمهای دو سطح جامد و فلزی در طول زمان در هم نفوذ کرده و باعث اتصال میشوند.
جوشکاری نفوذی معمولاً در دماهای بین 50 الی 70 درصد از دمای ذوب فلزات مورد نظر برای جوش کار میکند و نفوذ تحت حرارت و فشار بالا انجام خواهد شد. در این نوع جوشکاری هیچ نوع ذوبی را مشاهده نمیکنید و تنها تغییر شکلهای بسیار ناچیز که گاهی حتی قابل دیدن نیستند، ایجاد میشود. بعضی اوقات نیز از فلزهای پرکننده یا فیلر برای سهولت در فرایند نفوذ استفاده میگردد.
انواع جوش نفوذی
آموزش جوش نفوذی اهمیت زیادی دارد چون این روش در پروژه های حساس و سازه های فلزی پرکاربرد است. بسته به نوع اتصال و شرایط بارگذاری، از شکل های مختلف جوش نفوذی استفاده می شود. انتخاب نوع صحیح، به استحکام نهایی و ایمنی سازه کمک می کند. در ادامه با انواع جوش نفوذی آشنا خواهیم شد:
جوش نفوذی در اسکلت فلزی
در پروژه های ساختمانی و صنعتی، استفاده از جوش نفوذی در اسکلت فلزی یکی از رایج ترین شیوه هاست. این نوع جوش باعث می شود اتصال تیرها و ستون ها به بهترین نحو انجام شود و سازه در برابر نیروهای فشاری و کششی مقاوم بماند. در این روش، لبه سازی در جوشکاری اهمیت زیادی دارد، چون لبه های آماده سازی شده اجازه می دهند فلز پایه به طور کامل ذوب شده و یک اتصال قوی شکل بگیرد. حتی برای مشخص کردن نوع اتصال روی نقشه ها، از نشانه هایی مثل علامت جوش جناغی استفاده می شود تا مهندس و جوشکار هماهنگ عمل کنند.
جوش نفوذی لوله
اتصالات لوله ها در خطوط انتقال نفت، گاز یا آب نیازمند مقاومت بسیار بالاست و در این بخش از جوش نفوذی لوله استفاده می شود. برای این کار، معمولاً انتخاب الکترود بسیار مهم است و در بسیاری از پروژه ها از تکنیک جوشکاری لوله با الکترود 6010 استفاده می کنند چون این نوع الکترود نفوذ بالایی در فلز پایه دارد و کیفیت اتصال را تضمین می کند. در این روش، جوشکار باید تسلط کامل بر حرکت دست و کنترل قوس داشته باشد تا دیواره لوله به درستی ذوب و یکپارچه شود.
جوش نفوذی کامل
وقتی صحبت از جوش نفوذی کامل می شود، منظور اتصالی است که در آن تمام ضخامت قطعه به طور کامل ذوب و پر می شود. این نوع جوش در پروژه هایی که بارهای سنگین یا فشار بالا وجود دارد ضروری است. برای نمونه در ساخت مخازن تحت فشار یا پل های فلزی، تنها انتخاب منطقی همین روش است. در طراحی و نقشه کشی هم باید تمام جزئیات ذکر شود، مثل نوع اتصال، زاویه برش و روش پرکردن، زیرا اجرای دقیق این مراحل، تضمین کننده استحکام سازه خواهد بود. در بسیاری از دستورالعمل ها، به شکل جدول از آن یاد می شود که فرآیند جوش دادن قطعات فلزی در جدول بیان شده تا همه مراحل استاندارد رعایت شوند.
Back weld چیست؟
در میان تکنیک های تکمیلی جوشکاری، بد نیست بدانید Back weld چیست؟ منظور از Back weld جوشی است که در پشت اتصال یا درز ایجاد می شود تا ریشه به طور کامل پر شده و استحکام بیشتری ایجاد شود. این روش اغلب پس از پاس اصلی جوشکاری انجام می شود و کمک می کند هرگونه نقص یا عدم ذوب در ریشه برطرف شود. به همین دلیل در پروژه هایی که نیاز به مقاومت بالا دارند مانند اسکلت های فلزی یا خطوط لوله تحت فشار، اجرای Back weld اهمیت بسیار زیادی دارد.
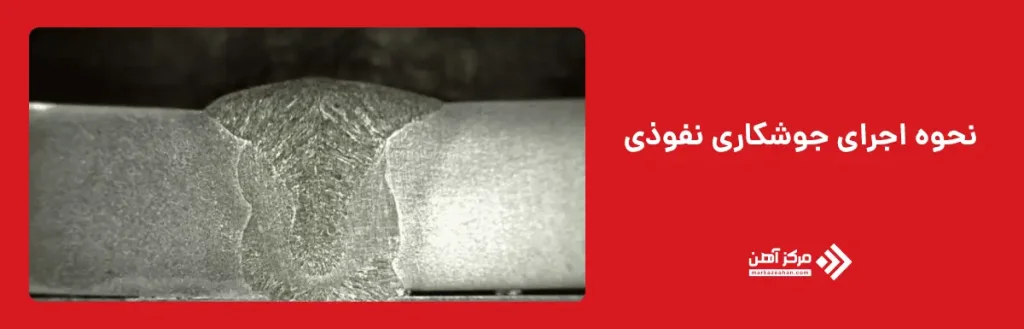
نحوه اجرای جوشکاری نفوذی
روش اجرای جوشکاری نفوذی زیاد سخت نیست اما در ابتدا باید دو شرط زیر برقرار باشد تا بتوان دو ماده را با استفاده از جوش نفوذی به هم متصل کرد:
- دو قطعه باید در نزدیکی هم قرار بگیرند.
- قبل از انجام جوشکاری لبههای دو قطعه که قرار است به هم جوش بخورند باید عاری از هر گونه چربی و مواد آلوده با قابلیت اکسید شدن باشند.
به طور کلی جوشکاری نفوذی در سه مرحله زیر انجام میشود:
- ایجاد تغییر شکلهای پلاستیک که مانند فرایند خزش وابسته به دما و زمان است و کمی طول میکشد تا قطعات به این مرحله برسند.
- کاهش اندازه خلل و فرجی که روی فلز مانع از نفوذ دو ماده در یکدیگر میشوند.
- کاهش بیشتر خلل و فرج که باعث افزایش نفوذ تودهای دو ماده در یکدیگر میشود.
اگر فردی که جوشکاری نفوذی را انجام میدهد مهارتهای کاملی در این زمینه داشته باشد نتیجه جوش نفوذی یک اتصال کاملاً همگن است، به طوریکه افراد غیر متخصص اصلاً متوجه وجود جوش نمیشوند و فکر میکنند فلز یک تکه است.
اما در صورتی که فرد مهارت کافی نداشته باشد و یا قبل از جوشکاری سطوح جوش بهطور کامل تمیز نشوند و مواد اکسید در روی سطح باشد، مرز جوشکاری مشخص میشود که ازنظر زیبایی نمای جالبی ندارد. در سازههای بزرگ این امر مشکل زیادی ایجاد نمیکند، اما در اتصالاتی مانند جوش در جواهرات یا محصولاتی مانند صندلی، میز و … وجود این مرز میتواند از زیبایی کار کم کند.
در حالتهایی نیز که دو فلز غیر مشابه را با جوشکاری نفوذی به هم متصل میکنیم یک شیب غلظتی به وجود میآید و باعث ایجاد ترکیبات بین فلزی خواهد شد؛ به همین دلیل گاهی از فلز واسطه برای این موارد استفاده میشود تا جوش بهتری به دست آید.
کاربرد جوش نفوذی
همانطور که قبلاً هم اشاره کردیم به دلیل ارزانی و دقت بالای جوش نفوذی از این جوش در موارد بسیار زیادی استفاده میشود. مزیت فوقالعاده دیگر این جوش که باعث افزایش کاربرد آن میشود امکان اتصال فلزات متفاوت است و حتی میتواند فلز را به مواد غیر فلزی مثل شیشه یا سرامیک نیز متصل کند. انواع اتصالاتی را که میتوان با جوش نفوذی انجام داد به شکل زیر است:
- جوش دادن مواد مشابه به یکدیگر
- جوش دادن مواد مشابه زمانی که بین دو لایه از یک لایه نازک میانی با جنس دیگر استفاده شده باشد.
- جوش دادن مواد غیر مشابه
- جوش دادن مواد غیر مشابه زمانی که بین دو لایه از یک لایه نازک میانی با جنس دیگر استفاده شده باشد.
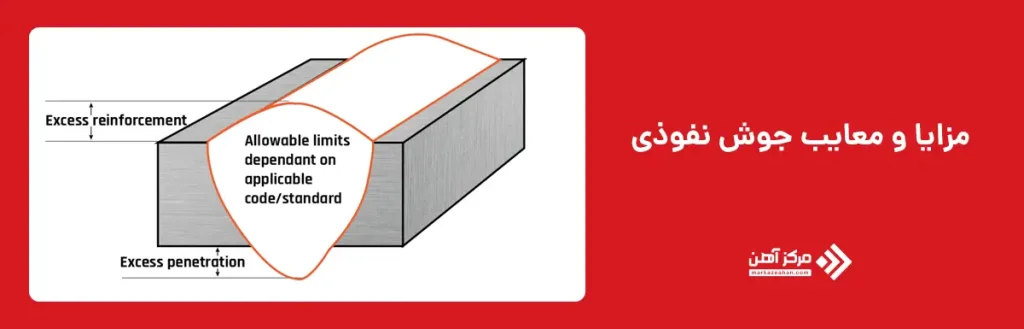
13 مزیت جوشکاری نفوذی
جوش نفوذی دارای مزایای فوقالعادهای است! مهمترین این مزایا شامل موارد زیر است:
- جوش ایجاد شده کاملاً طبیعی است و مانند فلز پایه مقاومت بالایی دارد.
- ایجاد تغییر شکل در فلزاتی که میخواهیم آنها را به هم متصل کنیم بسیار اندک است و ابعاد کاملاً قابل کنترل هستند.
- با این نوع جوش حتی قطعات نازک یا خیلی ضخیم را نیز میتوان به هم متصل کرد.
- با این روش، قطعاتی که با روش متالوژی پودر و ریختهگری تهیه شدهاند قابلیت اتصال دارند.
- برای جوشکاری در سطوح بزرگ از نظر کیفیت و تمیز بودن جوش، بسیار بهتر از جوش معمولی است.
- بهترین روش برای اتصال فلزات با آلیاژهای مختلف است.
- به دلیل اینکه در جوش نفوذی از هیچگونه ماده روانسازی استفاده نمیشود در برابر خوردگی مقاومت بسیار بالایی دارد.
- بعد از جوشکاریهای ذوبی باید برای ماشینکاری و تمیز کردن جوش نیز هزینه کنیم که جوش نفوذی این هزینه را ندارد.
- تغییرات حرارتی در جوش نفوذی نسبت به جوش ذوبی بسیار کم است و همین امر از تغییر شکل فلزات جلوگیری میکند.
- تنشهای باقیمانده بعد از جوش در جوش نفوذی بسیار پایینتر از جوشهای دیگر است.
- کیفیت این جوشها به قدری بالا است که هیچگونه انسداد و تخلخل در محل اتصال وجود ندارد؛ به علاوه بعد از جوش میتوانید با سنبادهزنی جوش را کاملاً یکدست کنید.
- این نوع جوش حتی برای اتصال قطعات با اشکال پیچیده، بسیار مناسب و با دقت است.
- استفاده از جوش نفوذی برای فرایندهای مواد کامپوزیت مانند میلگرد کامپوزیت انتخاب بسیار مناسبی است.
معایب جوش نفوذی
جوش نفوذی از نظر عملکردی و مقاومتی بسیار عالی است و عیب خاصی ندارد، اما به دلیل نیاز به دمای بالا، فشار خلأ و یا اتمسفر کنترل شده تجهیزات اولیه گران قیمتی لازم دارد. یعنی با اینکه خود فرایند جوش با این روش، ارزانتر از سایر جوشهاست اما هزینه اولیه زیادی برای پیمانکار در بر دارد. از دیگر معایب جوش نفوذی میتوان به هزینه بالای تجهیزات اشاره کرد. همین مسئله باعث میشود مهندسان هنگام برآورد هزینه به انتخاب مصالح هم توجه کنند. بررسی قیمت میلگرد کامپوزیتی در کنار هزینه جوشکاری میتواند دید روشنی از صرفه اقتصادی پروژه بدهد. بنابراین اگر مجریان طرح بتوانند تجهیزات اولیه آن را تهیه کنند، برای انجام کل جوشها بسیار عالی و مقرون به صرفه است.
در ادامه با برخی دگر از نقاط ضعف این نوع جوش آشنا میشوید:
- هزینه اولیه دستگاهها و تجهیزات (فرآیند هزینه چندان بالایی ندارد)
- زمان اجرای طولانی نسبت به سایر روشهای جوشکاری
- اماده سازی سطوح اتصال، باید با وسواس انجام شود
- برای تولید انبوه قطعات مختلف این روش به صرفه نیست! (از لحاظ زمان و هزینه)
جمع بندی
همان طور که ملاحظه کردید، جوش نفوذی یکی از پرکاربردترین روش ها در دنیای جوش کاری است. از اتصال قطعات بزرگ در اسکلت های فلزی و پروژه های سنگین گرفته تا ساخت ظریف ترین وسایل مانند زیورآلات، این روش نشان داده که توانایی بالایی در ایجاد اتصالات محکم و بادوام دارد. پرسشی که همیشه مطرح می شود این است که جوش نفوذی چیست و چرا تا این اندازه مورد توجه قرار گرفته است؟ پاسخ روشن است: این روش به دلیل ذوب کامل فلز پایه و پر شدن تمام ضخامت اتصال، از نظر استحکام و دوام در دسته بهترین نوع جوشکاری قرار می گیرد.
البته نباید فراموش کرد که تجهیزات و ملزومات اولیه برای این روش هزینه بر است. برای نمونه استفاده از سیم جوش نفوذی و دستگاه های پیشرفته ممکن است سرمایه اولیه بالاتری نسبت به روش های دیگر نیاز داشته باشد. با این حال، اگر پروژه ها در مقیاس بزرگ یا در طولانی مدت بررسی شوند، این هزینه ها نه تنها توجیه اقتصادی دارند بلکه باعث کاهش دوباره کاری و افزایش کیفیت نهایی می شوند.
در نهایت، هدف اصلی از آموزش جوش نفوذی این است که افراد با درک درست از اصول تئوری و مهارت عملی، بتوانند این تکنیک قدرتمند را در پروژه های صنعتی، ساختمانی و حتی تولیدی های ظریف به کار گیرند. وقتی کیفیت، دوام و امنیت در اولویت باشد، بدون شک انتخاب جوش نفوذی بهترین راهکار است.
سوالات متداول
بله، جوش نفوذی به دلیل ایجاد اتصال کامل در ضخامت فلز، یکی از بهترین روش ها برای اتصالات حساس مثل اسکلت فلزی است.
اجرای این روش نیازمند مهارت در کنترل قوس، انتخاب صحیح الکترود یا سیم جوش و تسلط بر تکنیک های ذوب و لبه سازی است.
بله، جوش نفوذی به دلیل استحکام بالا در خطوط لوله فشار قوی نفت، گاز و بخار کاربرد گسترده دارد.
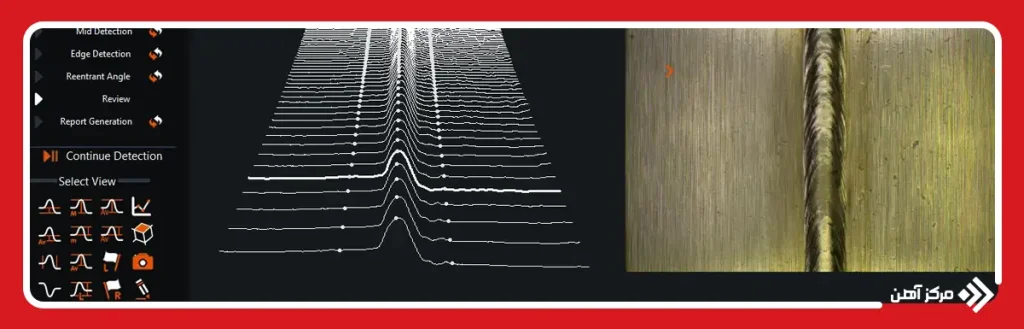
برای کنترل کیفیت از آزمون های غیر مخرب مانند رادیوگرافی و التراسونیک و در برخی موارد تست های مکانیکی استفاده می شود.
مهم ترین مزیت این روش ایجاد اتصال بسیار مقاوم و یکپارچه است که دوام و ایمنی سازه یا خط لوله را تضمین می کند.


- ارسال شده توسط :کاربر ناشناس2 سال پیشسلام جوش نفوذی لوله ازداخل چقدربایدنفوذدیده بشه بااستنادبگیدلطفا