
خدمات خمکاری لوله

خدمات خمکاری لوله یکی از مهم ترین مراحل در پروژه های ساختمانی و صنعتی است که نقش مستقیم در افزایش کیفیت و دوام سازهها دارد. مرکزآهن با بیش از یک دهه تجربه، انواع لوله های فولادی، استیل، مسی و گالوانیزه را با رعایت اصول خمکاری لوله خم می کند تا مسیر لوله ها بدون آسیب مکانیکی تغییر کند. خمکاری دقیق لوله ها باعث می شود توزیع نیروهای فشاری و کششی در سیستم تأسیسات یکنواخت باشد و از ایجاد شکست یا ترک در دیوارها و سازهها جلوگیری شود.
استفاده از لوله فولادی به دلیل سبکی وزن در کنار حفظ استحکام آن و به صرفه بودن از نظر اقتصادی، باعث رشد روزافزون تقاضای خم لوله در صنایع مختلف شده است. همچنین به دلیل بالا بودن قیمت لوله فولادی لازم است پیش از انجام خدمات خمکاری اطلاعات دقیقی از روش کار داشته باشید. خدمات خمکاری لوله کاربرد بسیار گسترده ای در صنایع مختلفی از جمله هوافضا، صنایع شیمیایی، وسایل حمل و نقل و لوازم برقی خانگی دارد. به همین دلیل برای تولید و ایجاد خم در لوله روش های مختلفی به وجود آمده است.
امروزه تنوع زیادی در روش های خدمات خم لوله فولادی اعم از لوله گالوانیزه وجود دارد که پاره ای از آن ها همراه با اعمال گرما و پاره ای دیگر بدون حضور گرما انجام می شوند. انتخاب یک روش مناسب براساس ویژگی های ماده، اندازه لوله، شعاع خم، موارد اقتصادی و در دسترس بودن تجهیزات است. به طور کلی در هر نوع از روش های خمکاری لوله با محدودیتهایی مواجه خواهیم بود. ولی لازم است موادی که قرار است خدمات خمکاری روی آن ها صورت بگیرد، ترجیحا خاصیت شکل پذیری خوبی داشته و کمترین نرخ کرنش سختی را از خود نشان دهند.
جهت مشاهده ویدئو راهنمای خرید لوله فولادی به لینک مربوطه مراجعه نمایید. مرکزآهن ارائهدهنده انواع خدمات خمکاری لوله است و شما می توانید جهت انجام این خدمات و اطلاع از هزینه خدمات خمکاری لوله با شماره های درج شده در سایت تماس بگیرید.
انواع روش های خمکاری عبارتند از:

انواع روش های خمکاری لوله
روش های مختلفی برای خمکاری لوله نازک و قطور در صنعت وجود دارد که در سه دسته بندی کلی خمکاری گرم، خمکاری سرد و خمکاری به روش القایی قرار دارند. در ادامه به بررسی این روش ها خواهیم پرداخت.
خمکاری گرم لوله فولادی
این روش یکی از قدیمی ترین روش ها در خمکاری لوله محسوب می شود. وزن لوله فولادی نیز براساس روش های مختلف تغییر می کند. در خمکاری لوله به روش گرم ممکن است دراثر اعمال حرارت به بخشی از لوله، ساختار آن دچار تغییر شود. از این رو به دلیل محدودیت های موجود در این روش، خمکاری سرد در اکثر مواقع ترجیح داده می شود. اما در بسیاری از موارد زاویه حداکثر خم لوله به روش سرد که محدوده بروز عیب را تعیین می کند کمتر از میزان زاویه خم مورد نیاز است، در نتیجه ناگریز به استفاده از خمکاری گرم هستیم. لازم است که پس از فرایند خمکاری به روش گرم، عملیات حرارتی بر روی لوله انجام شود.
در این نوع از خدمات لوله در روش خم گرم، همان طور که در شکل زیر مشخص است قبل از عملیات خمکاری در محل خم حرارت داده می شود سپس با استفاده از مندرل لوله خم می شود. ساختار لوله به دلیل گرمای موضعی که در محل خم به آن داده می شود تغییر یافته و خواص مکانیکی جدیدی پیدا می کند. لازم به ذکر است که به دلیل صرف انرژی نسبتا زیاد برای گرم کردن لوله و همچنین عدم دقت ابعادی بالا، استفاده از روش گرم فقط در مواقعی که روش های سرد کارایی ندارد توصیه می شود. در برخی مواردی که استحکام و انعطاف پذیری جنس لوله توان تحمل تنش های خمکاری سرد را نداشته باشد باید از روش شکل دهی گرم استفاده کرد. در این هنگام باید بعد از خمکاری بر روی لوله عملیات حرارتی انجام شود تا در صورت وجود تنش پسماند لوله تنش گیری شود و قطعه کار در هنگام استفاده دچار عیب هایی نظیر اعوجاج و پارگی نشود.

خم لوله به روش گرم
برخی از خصوصیات روش خمکاری گرم لوله فولادی عبارتند از:
- خمکاری برای محدوده وسیعی از ضخامت و شعاع امکان پذیر است
- عیوب بسیاری مانند بیضی شدن سطح مقطع و چروک خوردگی رخ خواهد داد
- به دلیل پر کردن لوله از شن های داغ، تمیزکاری بعد از خمکاری لوله، اجتناب ناپذیر است
- مصرف انرژی بسیار زیاد، گران قیمت، فرایند بسیار کند است
خمکاری به روش القایی
توسط جریان الکتریکی و ایجاد یک میدان انجام می شود به طوری که یک لوله از داخل کویل القایی عبور می کند. این روش برای خمکاری لوله های اسپیرال و درزجوش مستقیم استفاده می شود. از مزایای این روش می توان به موارد زیر اشاره نمود.
- این روش مندرل داخلی نیاز ندارد. همچنین این نوع از خمکاری لوله ها برخلاف روش قبل، با آلودگی خاصی همراه نیست
- در لوله هایی با شعاع خمکاری بزرگ و قطور استفاده می شود.
- قیمت کم و بازدهی بالا از ویژگی های اصلی این نوع خمکاری محسوب می شود
- کیفیت سطح نسبت به روش خمکاری گرم بهتر و همانند خمکاری سرد می باشد
- از لحاظ چروک خوردگی و بیضی شدن مقطع، از دو روش خمکاری دیگر برتر است

خمکاری سرد لوله فولادی
خم لوله به این روش از خدمات آهن در انواع گوناگونی صورت می گیرد که می توان آن ها را به صورت زیر دسته بندی نمود
- خمکاری پرسی
- خمکاری فشاری
- خمکاری غلتکی
- فرم دهی کششی
- خمکاری کششی – چرخشی
- خم لوله آزاد
برای خمکاری لوله با قطر زیاد بیشتر از روش خمکاری سه غلتکی استفاده می شود. خمکاری سرد عموما در لوله هایی با شعاع زیاد و در زوایای خم کوچک در انتقال نفت و گاز استفاده می شود. از خصوصیات این نوع خمکاری می توان به موارد زیر اشاره کرد:
خصوصیات روش خمکاری سرد در لوله های فولادی
این روش خصوصیات منحصربه فردی دارد که در ادامه به برخی از آن ها اشاره می کنیم.
- بسیار سریع و ارزان قیمت
- عیوب کمتری در این روش مشاهده می شود
- به پوسته زدایی، تمیز کردن های پی در پی و تجهیزات گرمایی خاص نیاز نیست
- محدودیت های زیادی ازلحاظ شعاع استاندارد و بازه ضخامت لوله در این روش وجود دارد.
- نسبت به خمکاری گرم برگشت فنری و تنش های پسماند بیشتری خواهیم داشت.
مراحل خمکاری سرد شامل موارد زیر است:
- بالا آمدن pin up shoe توسط سیلندر A
- بالا آمدن stiffback و برقراری تماس بین die و لوله
- با بالا آمدن بیشتر stiffback در این مرحله، لوله خم می شود
- باربرداری با حرکت سیلندر c به طرف پایین
- خارج کردن مندرل از لوله
در پایان خمکاری و پس از برگشت فنری لوله، زاویه خم بر حسب درجه بیان می شود.
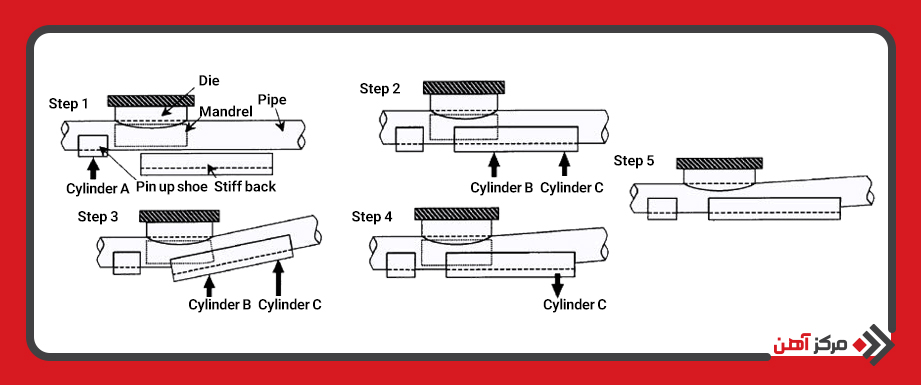
مراحل خمکاری سرد لوله های قطور
روش خمکاری پرسی
در روش خمکاری پرسی، لوله بین دو غلتک و در طرف مقابل یک جک با تغذیه توان هیدرولیک و یا پرس مکانیکی قرار گرفته و به لوله نیرویی در جهت خمش وارد می کند. در روش خمکاری پرسی استفاده از مندریل توصیه نمی شود. با این روش می توان شعاعی حدود 2 برابر قطر لوله ایجاد کرد. خم کاری لوله هایی با ضخامت 0.71 میلی متر با این روش به خوبی قابل انجام است.
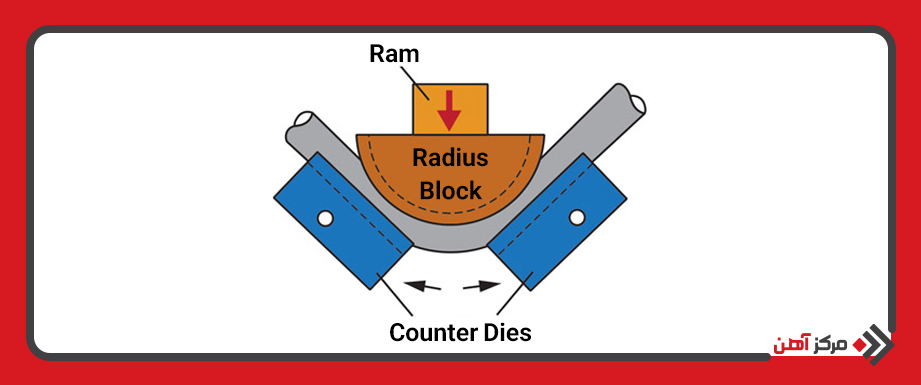
روش خمکاری پرسی
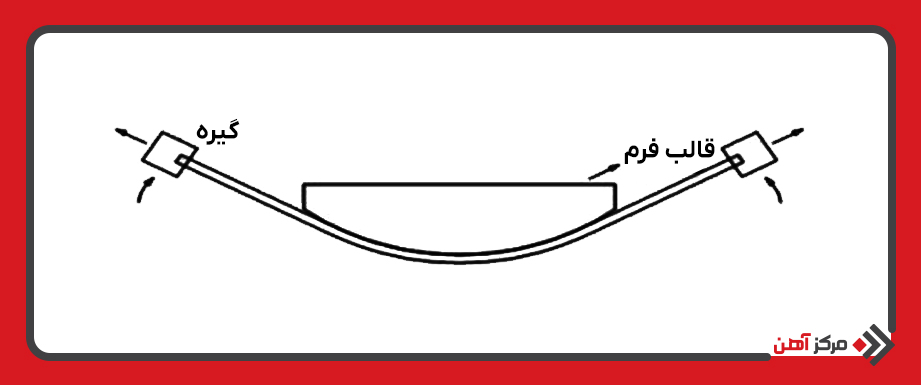
روش خمکاری فشاری
در این روش از سه قالب استفاده می شود. قالب گیره، قالب خم و قالب فشار متحرک سه قالب این روش هستند. قالب فشار حول مرکزیت قالب خم چرخانده می شود و در نهایت لوله خم شده با شکل مورد نظر به دست می آید. پایین ترین شعاع خمی که با این روش توصیه می شود در صورت استفاده از مندرل 1.5 برابر قطر خارجی لوله است و در صورتی که مندریل نباشد کوچک ترین شعاع به 2.5 برابر قطر خارجی لوله افزایش پیدا می کند.
روش خمکاری فشاری
روش خمکاری غلتکی
در این روش لوله را از میان غلطک هایی عبور می دهیم و خم موردنیاز برروی آن ایجاد می شود. نوع غلطک براساس ضخامت لوله تعیین شده و مقاطع توخالی دایره ای نیز در این روش قابلیت خم خواهند داشت.
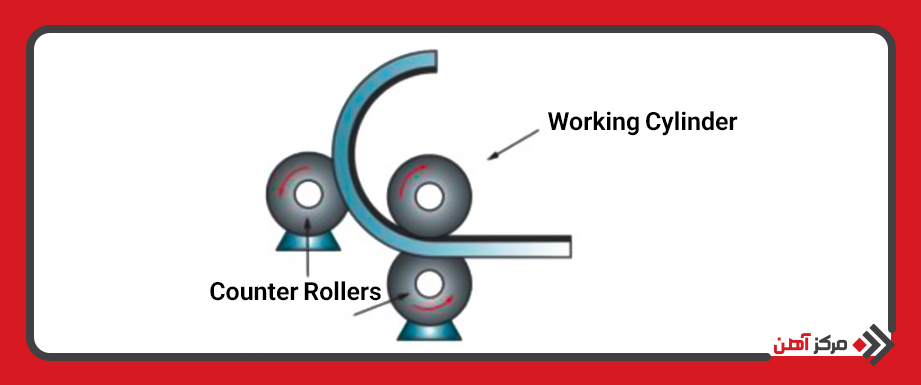
روش خمکاری غلتکی
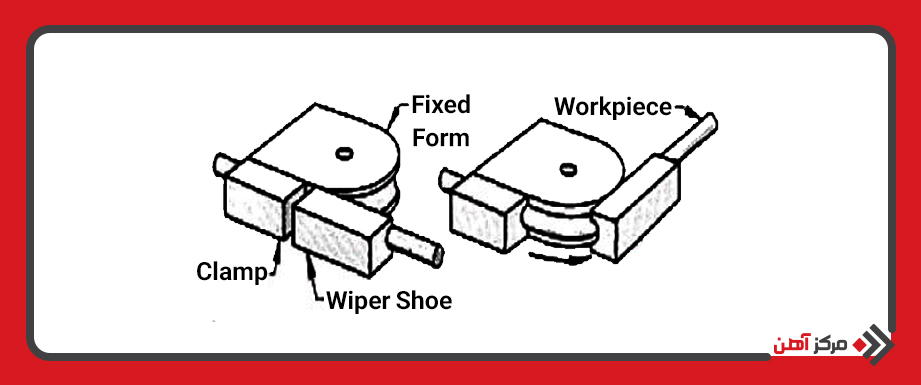
روش شکل دهی کششی
در روش شکل دهی کششی برخلاف روش پرسی قالب ثابت بوده و حرکت نمی کند بلکه به جای آن گیره ها لوله را گرفته و متحرک هستند و با جابجایی لوله بر روی قالب، خم لازم بر روی لوله ایجاد می شود. البته در بعضی از دستگاه ها قالب نیز متحرک است ولی وجه تمایز با خمکاری پرسی در گیره های متحرک است. این روش فقط محدود به لوله نمی شود و برای انواع پروفیل ها کاربرد دارد.
روش شکل دهی کششی
انواع روشهای خمکاری لوله براساس جنس لوله مورد نظر نیز متفاوت خواهد بود. در ادامه به بررسی برخی از مهمترین لوله های موردنیاز در صنعت و روش خمکاری آن ها خواهیم پرداخت.
خمکاری لوله استیل:
لوله های استیل خواص شیمیایی و مکانیکی منحصر به فردی دارند و خمکاری این لوله ها نیاز به تبحر و دانش زیادی دارد. به دلیل جلوگیری از تغییر شکل و ایجاد عیوب ظاهری در هنگام خمکاری این لولهها، انواع روش سرد اعم از غلتکی، پرسی، فشاری، و فشاری کششی برای این محصول توصیه می شود. خمکاری به روش گرم برای لوله استیل چندان مطلوب نیست. برای اطلاع از تعرفه خمکاری لوله استیل در تهران و سایر شهرها با ما تماس بگیرید.
خمکاری لوله مبلی:
لوله های مبلی محصولاتی ظریف بوده و خمکاری آن ها نیاز به دقت زیادی دارد. بنابراین خمکاری به روش گرم برای خم لوله مبلی چندان مطلوب نیست. از بهترین روش های خمکاری لوله مبلی میتوان به روش پرسی و غلتکی اشاره کرد. همچنین می توان اضافه کرد که مرکزآهن با بهره گیری از خدمات خم کاری لوله دقیق و مطابق با اصول خمکاری لوله، امکان خمکاری انواع لوله مبلی با کیفیت تضمینی را فراهم کرده است.
خمکاری لوله فولادی:
روش های خمکاری لوله فولادی در بالا به طور کامل بررسی شد. خمکاری لوله فولادی بسته به ضخامت، جنس و ابعاد ازطریق روش هایی همچون خمکاری گرم، خمکاری سرد و خمکاری القایی انجام می شود. برای اجرای دقیق خمکاری لوله فولادی در تهران، خدمات خم کاری لوله مرکزآهن با رعایت استانداردهای فنی و اصول خمکاری لوله آماده همکاری با پروژه های صنعتی و ساختمانی است.
خمکاری لوله مسی:
لولههای مسی بسیار حساس بوده و جهت خم کردن آن به فنر خم نیاز دارید. خمکاری لوله برق و سایر لوله ها باید به آرامی انجام شده تا از تغییر شکل آن جلوگیری شود. با استفاده از خدمات خم کاری لوله مرکزآهن، خمکاری لوله مسی مطابق با اصول خمکاری لوله و با ابزارهای استاندارد انجام می شود تا کیفیت نهایی حفظ شود.
خمکاری لوله گاز:
خمکاری لوله گاز معمولا به روش سرد انجام شده و به دلیل اهمیت این محصول در خط لوله لازم است این کار بدون هیچ عیبی انجام شود. در پروژه های تأسیساتی، خمکاری لوله گاز توسط کارشناسان مجرب مرکزآهن و بر پایه خدمات خم کاری لوله در تهران، اصفهان و سایر شهرها با حداکثر دقت انجام می شود.
خمکاری لوله آلومینیوم:
لوله های آلومینیومی نیز بسیار حساس بوده و لازم است خمکاری عاری از هرگونه عیب ظاهری انجام شود. برای نتیجه بهتر می توان از روش خمکاری سرد استفاده کرد. مرکزآهن با رعایت کامل اصول خمکاری لوله و بهره گیری از تجهیزات روز، خدمات خم کاری لوله آلومینیوم را برای صنایع مختلف ارائه می دهد.

معرفی ابزار خمکاری لوله
در خدمات خمکاری لوله مرکزآهن، استفاده از ابزارهای دقیق و استاندارد، کلید اصلی اجرای خم های تمیز، دقیق و بدون آسیب است. این مجموعه با بهره گیری از تجهیزات پیشرفته خمکاری CNC و ابزارهای تخصصی، امکان خم کاری لوله های فولادی، استیل، مسی و گالوانیزه را با بالاترین دقت فراهم کرده است. انتخاب درست ابزار و رعایت استانداردهای فنی، علاوهبر افزایش کیفیت نهایی، از تغییر شکل سطح داخلی و ترک های احتمالی جلوگیری می کند.
کارشناسان مرکزآهن با بررسی ضخامت، قطر، شعاع خم و جنس لوله، مناسب ترین روش خمکاری لوله را انتخاب کرده و با استفاده از دستگاه های صنعتی پیشرفته، خم هایی دقیق و یکدست اجرا می کنند. این دقت فنی در نهایت موجب افزایش دوام لوله ها و صرفه جویی قابل توجه در هزینه پروژه می شود. ابزار مختلفی برای هریک از روش های خمکاری لوله استفاده می شود. با این حال برخی از ابزارهای خمکاری در تمامی روش ها ثابت بوده که شامل موارد زیر است:
- قالب خمشی: قالب خمشی اصلی ترین ابزار برای خمکاری لوله به حساب می آید. به طورکلی از این قالب برای اعمال فشار برروی محصول و ایجاد منحنی استفاده می شود.
- قالب گیره ای: این قالب برای ثابت نگه داشتن لوله در فرآیند خمکاری استفاده می شود. چنانچه لوله طی فرآیند خمکاری تکان بخورد موجب ایجاد عیوب جبران ناپذیری در شکل ظاهری آن خواهد شد. بنابراین قالب گیره ای نقش مهمی را در خمکاری لوله ایفا می کند.
- قالب فشاری: این قالب با لوله طی فرآیند حرکت کرده و فشار لازم جهت خمکاری را به آن اعمال می کند.
- مندرال: این قالب نقش مهمی را در جلوگیری از آسیب رسیدن به دیواره داخلی لوله ایفا می کند. قالب های مندرل نیز انواع مختلفی داشته و برای هر لوله از جنس خاصی از این قالب استفاده می شود.
- قالب وایپر: این قالب نیز نقشی همانند قالب مندرل داشته و از آسیب رسیدن به بخش بیرونی لوله جلوگیری می کند.
محاسبات خمکاری لوله
محاسبه شعاع خم لوله در خمکاری لولههای فولادی اهمیت زیادی دارد. در حالت ایده آل شعاع خم به صورت مضربی از قطر لوله خواهد بود. برای یک قطر خاص انتخاب درست شعاع خم نقش بسیار مهمی در کاهش هزینه ها و اجتناب از انتخاب و منظور کردن ابزار و تجهیزات اضافی دارد. در این ارتباط، این انتخاب باعث کاهش زمان تولید نیز می شود. به طورکلی باید یک توازن مناسب بین سرعت تولید و ابعاد خم و فرآیند مونتاژ که معمولا بعد از خم انجام می شود، وجود داشته باشد. شعاع خم یک تاثیر عمده برروی کنش سطوح داخلی و خارجی خم دارد و مستقیما برروی تغییر شکل پذیری و کار سختی کرنشی موثر است. توجهات و دقت کیفی برروی این کار در کیفیت فرآیند خم تاثیرگذار است.
برای دریافت مشاوره تخصصی و انتخاب ابزار مناسب برای پروژه خود، همین حالا با مرکزآهن تماس بگیرید.
خدمات خمکاری لوله در مرکزآهن
مرکزآهن خدمات جامع و تخصصی خمکاری لوله را ارائه می دهد که شامل خمکاری انواع لوله فولادی، استیل، مسی و گالوانیزه، محاسبه دقیق خم، ارائه قیمت خمکاری لوله و اجرای خم دقیق با رعایت شعاع های مختلف است. تیم فنی با تجهیزات پیشرفته، هر پروژه ای از جمله ساختمان های مسکونی، تجاری و صنعتی را با دقت بالا انجام می دهد. مزیت اصلی این خدمات، کاهش ضایعات، افزایش سرعت اجرا و کاهش نیاز به نیروی انسانی است. علاوه بر این، استفاده از روش های استاندارد و کنترل کیفیت در مرکزآهن، اطمینان می دهد که لوله ها بدون ترک و شکست نصب می شوند.
همچنین امکان خمکاری لوله در انواع روش های مختلف بسته به هزینه و بودجه موردنظر شما وجود خواهد داشت. برای دریافت خدمات و کسب اطلاعات بیشتر درخصوص خدمات خمکاری لوله تهران و سایر شهرها در مرکزآهن با ما تماس بگیرید.
مزایای سفارش خدمات خمکاری لوله مرکزآهن
سفارش خدمات خمکاری لوله از مرکزآهن مزایای متعددی دارد. اولاً، جلوگیری از شکست و ترک خوردگی لوله ها باعث افزایش عمر مفید تأسیسات می شود. دوم، افزایش سرعت اجرا و کاهش نیروی انسانی مورد نیاز، هزینه های پروژه را به شکل قابل توجهی کاهش می دهد. سوم، رعایت استاندارد خمکاری لوله و اصول خمکاری لوله تضمین می کند که خم ها دقیق، یکنواخت و بدون آسیب به لوله انجام شوند.
همچنین، امکان سفارش برای انواع لوله ها شامل فولادی، استیل، مسی و گالوانیزه وجود دارد و برآورد دقیق هزینه و زمان اجرا باعث برنامه ریزی بهتر پروژه می شود. این مزایا باعث می شوند پیمانکاران با اطمینان پروژه های خود را به مرکزآهن بسپارند و کیفیت و دوام سازه ها تضمین شود.
مزایای کاربردی:
- جلوگیری از ترک و شکست لوله ها و افزایش طول عمر تأسیسات
- اجرای خم ها با دقت میلی متری و رعایت استانداردهای ملی و بین المللی
- کاهش نیروی انسانی مورد نیاز و صرفه جویی در زمان اجرا
- کاهش هزینه های پروژه و مدیریت بهینه منابع
- امکان سفارش خمکاری برای انواع لوله ها: فولادی، استیل، مسی و گالوانیزه
- ارائه برآورد دقیق هزینه و زمان قبل از شروع پروژه برای برنامه ریزی مطمئن
- اطمینان از کیفیت و دوام پروژه با تجهیزات پیشرفته و روش های استاندارد
هزینه خدمات خمکاری لوله
هزینه خدمات خمکاری لوله به عوامل متعددی بستگی دارد که شامل نوع لوله، جنس، قطر، ضخامت و طول آن است. همچنین، تعداد خم ها و شعاع خم مورد نیاز در پروژه نیز روی قیمت نهایی تأثیرگذار است. مرکزآهن قبل از شروع پروژه، برآورد دقیق هزینه را ارائه می دهد تا پیمانکاران بتوانند برنامه ریزی مالی بهینه داشته باشند. علاوه بر این، تجهیزات مدرن و رعایت اصول خمکاری لوله باعث می شود هزینه های اضافی ناشی از ضایعات یا اصلاح خم ها کاهش یابد. ارائه جدول هزینه ها و مشخصات فنی به مشتریان امکان مقایسه و تصمیمگیری هوشمندانه را می دهد.
در برخی روش ها بسته به درجه سختی، شاهد قیمت بالاتری هستیم. آشنایی با انواع روش های خمکاری لوله فولادی و بررسی بهترین روش براساس بودجه می تواند در تصمیم گیری نهایی به شما کمک کند. بنابراین بهتر است قبل از شروع به کار از هزینه خدمات خمکاری در انواع روش های مختلف اطلاعات لازم را کسب کنید.
جدول هزینه و مشخصات لوله ها:
|
نوع لوله |
ضخامت |
توضیحات |
مناسب برای |
|
فولادی نازک |
۲–۳ میلی متر |
اجرای خم با شعاع کوچک و متوسط |
پروژه های ساختمانی |
|
فولادی ضخیم |
۶–۱۰ میلی متر |
مناسب خم های صنعتی و سنگین |
پروژه های صنعتی |
|
استیل متوسط |
۳–۵ میلی متر |
خم دقیق با مقاومت بالا |
تأسیسات حساس و صنعتی |
|
مسی نازک |
۲–۳ میلی متر |
حساس به خوردگی، نیاز به دقت بالا |
سیستم های آب و گاز |
|
گالوانیزه متوسط |
۳–۶ میلی متر |
حفظ پوشش ضدخوردگی حین خم |
لوله های برق و آب |
فاکتورهای مهم در انتخاب بهترین روش خمکاری لوله
انتخاب روش مناسب برای خمکاری لوله، نقش حیاتی در کیفیت و دوام پروژه های ساختمانی و صنعتی دارد. عوامل مختلفی تعیین می کنند که کدام روش خمکاری برای هر نوع لوله مناسب است و چگونه می توان با حداقل ضایعات و حداکثر دقت، پروژه را اجرا کرد. یکی از مهم ترین فاکتورها، جنس لوله است. لوله های فولادی، استیل، مسی و گالوانیزه هر کدام ویژگی های مکانیکی متفاوتی دارند که نیازمند تجهیزات و روش های خمکاری مخصوص خود هستند.
عامل دوم، قطر و ضخامت لوله است. لوله های نازک معمولاً با ابزار دستی یا خمکاری مکانیکی سبک قابل اجرا هستند، در حالی که لوله های ضخیم و صنعتی نیاز به دستگاه های هیدرولیک یا CNC دارند. زاویه و شعاع خم نیز از اهمیت ویژه ای برخوردار است؛ خم های با زاویه تند ممکن است باعث ترک یا شکست لوله شوند، بنابراین انتخاب روش مناسب بر اساس شعاع خم، الزامی است. علاوه بر این، تعداد خم ها و طول مسیر لوله در پروژه تعیین کننده انتخاب دستگاه و زمان اجرای کار است.
نکات کاربردی برای انتخاب بهترین روش خمکاری لوله:
- جنس لوله: فولادی، استیل، مسی، گالوانیزه
- ضخامت و قطر لوله
- زاویه و شعاع خم مورد نیاز
- تعداد خم ها و طول مسیر لوله
- نوع پروژه: صنعتی، ساختمانی یا تأسیسات شهری
- استانداردها و دقت مورد انتظار
- ابزار و تجهیزات موجود: دستی، هیدرولیک یا CNC
- تجربه و مهارت تیم فنی
- شرایط محیطی و دمای کارگاه
- محدودیت های زمان و برنامه زمان بندی پروژه
خدمات خمکاری لوله در مرکزآهن
خدمات خمکاری لوله توسط شرکت مرکزآهن برای انواع لوله استیل، فولادی، لوله مسی، گاز و سایر انواع این محصول انجام می شود. همچنین امکان خمکاری لوله در انواع روش های مختلف بسته به هزینه و بودجه موردنظر شما وجود خواهد داشت. برای دریافت خدمات و کسب اطلاعات بیشتر درخصوص خدمات خمکاری لوله تهران و سایر شهرها در مرکزآهن با ما تماس بگیرید.
مدت زمان اجرای خمکاری لوله در مرکزآهن
مدت زمان اجرای خمکاری لوله در مرکزآهن به چندین عامل کلیدی بستگی دارد که شامل جنس لوله، قطر و ضخامت آن، تعداد خم ها، شعاع خم و حجم کلی پروژه می شود. لوله های نازک فولادی و مسی معمولاً با تجهیزات دستی یا نیمه صنعتی قابل خمکاری هستند و اجرای هر متر طول لوله بین ۲ تا ۳ ساعت زمان می برد. لوله های ضخیم فولادی یا استیل با استفاده از دستگاه های هیدرولیک و CNC خمکاری می شوند و هر بخش از پروژه ممکن است ۱ تا ۲ روز کاری طول بکشد.
علاوه بر این، پیچیدگی پروژه و نوع خم ها نیز نقش تعیین کننده ای دارد؛ خم های تند و زاویه دار نیازمند دقت بیشتر و زمان اجرای طولانی تر هستند. استفاده از تجهیزات مدرن و تیم متخصص مرکزآهن باعث می شود حتی پروژه های صنعتی و بزرگ با کیفیت بالا و سرعت قابل قبول انجام شوند. این جدول به پیمانکاران کمک می کند تا برنامه زمان بندی پروژه را دقیق طراحی کنند و با اطمینان از مدت زمان اجرا، منابع و نیروی انسانی را بهینه مدیریت نمایند.
جدول زمان بندی تقریبی اجرای خمکاری لوله ها در مرکزآهن:
|
نوع لوله |
ضخامت |
زمان تقریبی اجرای هر متر |
توضیحات |
|
فولادی نازک |
۲–۳ میلی متر |
۲–۳ ساعت |
مناسب پروژه های ساختمانی |
|
فولادی ضخیم |
۶–۱۰ میلی متر |
۱ تا ۲ روز کاری |
پروژه های صنعتی و سنگین |
|
استیل متوسط |
۳–۵ میلی متر |
۳–۴ ساعت |
پروژه های حساس و دقیق |
|
مسی نازک |
۲–۳ میلی متر |
۲–۳ ساعت |
لوله های آب و گاز با دقت بالا |
|
گالوانیزه متوسط |
۳–۶ میلی متر |
۳–۴ ساعت |
حفظ پوشش ضدخوردگی حین خم |
نحوه ثبت سفارش خدمات خمکاری لوله فولادی در مرکزآهن
فرآیند ثبت سفارش خدمات خمکاری لوله فولادی در مرکزآهن بسیار ساده و دقیق طراحی شده است تا مشتریان بتوانند در کمترین زمان، سفارش خود را نهایی کنند. شما می توانید به صورت تلفنی، آنلاین یا حضوری درخواست خود را ثبت کنید و پس از بررسی مشخصات فنی لوله ها، برآورد هزینه و زمان اجرا توسط کارشناسان انجام می شود. تمام مراحل از مشاوره تا تحویل نهایی با رعایت اصول خمکاری لوله و استانداردهای فنی انجام می گردد.
مراحل ثبت سفارش خدمات خمکاری لوله فولادی:
- تماس با کارشناسان مرکزآهن: دریافت مشاوره تخصصی در مورد نوع لوله، روش خمکاری و مدت زمان اجرای پروژه
- ثبت سفارش آنلاین یا حضوری: مشخص کردن جزئیات پروژه شامل نوع لوله، طول و تعداد خم ها
- دریافت پیش فاکتور و برآورد هزینه: ارائه قیمت خمکاری لوله و تخمین مدت زمان اجرا بر اساس اطلاعات ارائه شده
- تأیید سفارش: مشتری سفارش را بررسی و تأیید می کند تا فرآیند آماده سازی شروع شود
- اجرای خمکاری لوله: خمکاری لوله ها در کارگاه یا در محل پروژه انجام می شود و کیفیت مطابق استاندارد خمکاری لوله کنترل می شود
- تحویل پروژه و پشتیبانی: پس از اتمام کار، لوله ها تحویل داده می شوند و مرکزآهن خدمات پس از فروش و پشتیبانی را ارائه می دهد
سوالات متداول
قیمت خدمات خمکاری لوله بسته به نوع روش و دستگاه مورد استفاده متفاوت است.
شرکت کیمیا خم اصفهان،شرکت مرکزآهن اصفهان، شرکت برق کاران سپاهان و… در اصفهان خدمات خمکاری انجام می دهند.
روش گرم، روش سرد و روش القایی
برای خمکاری لوله فولادی، از ابزارهای دستی مانند فنر خم و قالب های گیره ای و همچنین تجهیزات صنعتی مثل دستگاه های CNC و هیدرولیک استفاده می شود. این ابزارها امکان اجرای دقیق خم لوله و انواع خم ها را فراهم می کنند.
ضخامت لوله، جنس، شعاع خم و کاربرد نهایی از فاکتورهای اصلی هستند. انتخاب درست این عوامل باعث می شود انواع روش های خمکاری لوله بهینه و بدون آسیب انجام شود.
استفاده از مراکز معتبر تضمین کننده دقت، کیفیت و اجرای استانداردهای صنعتی است. همچنین، خدمات خمکاری لوله شامل پشتیبانی و اجرای انواع خمکاری لوله گالوانیزه و فولادی با دوام بالا می شود.
مرکزآهن ارائه دهنده خمکاری لوله فولادی، خمکاری لوله گالوانیزه برق و انواع خمکاری لوله گالوانیزه است. همچنین مشاوره فنی، محاسبه زاویه خم و کنترل کیفیت نهایی جزو خدمات خم کاری لوله به مشتریان است.
ثبت سفارش به صورت آنلاین، تلفنی یا حضوری انجام می شود و کارشناسان مشخصات لوله و نوع خم مورد نیاز را بررسی می کنند. این فرآیند ساده و شفاف، امکان اجرای دقیق خمکاری لوله فولادی و دیگر انواع لوله را فراهم می کند.
زمان اجرا بسته به قطر، ضخامت و نوع لوله متفاوت است و معمولاً بین چند ساعت تا یک روز کاری طول می کشد. سرعت و دقت اجرای خمکاری لوله توسط دستگاه های پیشرفته تضمین می شود.