
مراحل تولید لوله درز مستقیم

جوش زیرپودری درز مستقیم S.A.W.L
در تولید لوله درزدار از تشکیل قوس الکتریکی در زیر پودر مخصوص جوشکاری بین الکترود و فلز پایه حرارت زیادی به وجود می آید، این حرارت باعث ذوب شدن الکترود، قسمتی از پودر جوشکاری و طرح محل اتصال می شود و نهایتا یک جوش با برجستگی حدود سه میلی متر و با استحکام بالا حاصل می شود. با این روش لوله هایی با یک یا دو درز جوش طولی مستقیم یا یک جوش حلزونی تولید می شوند. درز طولی توسط جوش داخلی و بیرونی و بستگی به ضخامت لوله طی دو یا چند مرحله متوالی انجام می گیرد. مرحله اول به منظور نفوذ بیشتر با برق مستقیم مثبت و بقیه مراحل با برق متناوب جوشکاری می شوند.
مراحل تولید لوله درز مستقیم
ورودی ورق
انتقال ورق از انبارهای جانبی کارخانه به خط تولید توسط جرثقیل های سقفی مخصوص بدون استفاده از قلاب انجام می شود. این جرثقیل ها توسط موتورهای مکنده یا مغناطیسی که به سطح ورق نیرو اعمال می کنند ورق ها را جابجا می کنند.
ثبت مشخصات پلیت
مشخصات نوشته شده توسط سازنده روی ورق؛ بایستی در فرم های استاندارد جهت ردیابی و به عنوان اسناد بازرسی گزارش شوند.

آماده سازی لبه ها (طرح محل اتصال جوش طولی)
ایجاد طرح محل اتصال برای جوش داخلی و خارجی از پارامترهای مهم جوشکاری است و در کیفیت جوش و کنترل منطقه حرارت دیده نقش بسزایی دارد. ایجاد طرح محل اتصال توسط برش لبه های طولی ورق با قیچی یا براده برداری توسط فرز ماشین انجام می گیرد که کیفیت و صافی سطح این پخ و زاویه دقیق آن با استفاده از روش براده برداری بهتر است.
شکل دهی ورق فولادی
شکل دهی به روش زیر انجام می گیرد:
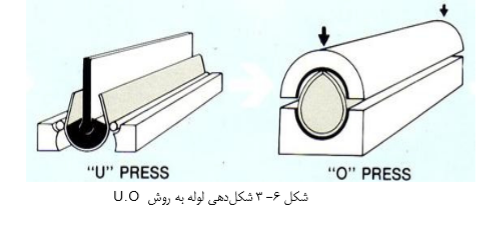
الف- شکل دهی ورق فولادی به روش U.O
در این روش عملیات شکل دهی ورق تخت در دو مرحله انجام می گیرد. مرحله اول بعد از استقرار ورق در قالب با فشار جک های هیدرولیک عمود بر مرکز ورق، ورق را به شکل U در می آورد. در مرحله دوم پس از استقرار ورق در قالب نیم دایره پایین با فشار جک های هیدرولیک نیم دایره بالا ورق را فشرده و به شکل دایره کامل تبدیل می کند. در این روش به دلیل اعمال فشار فراتر از استحکام تسلیمی در دو مرحله فوق و ثابت بودن ورق استحکام تسلیمی کاهش می یابد که در عملیات انبساط سرد جبران می گردد.
ب- روش شکل دهی ورق فولادی 3.R.B
عملیات شکل دهی ورق تخت به روش سه غلتک؛ غلتک وسطی در حین چرخش حول محور خود به داخل ورق فشار اعمال می کند؛ دو غلتک کناری نیز با حرکت چرخشی از بیرون به ورق فشار وارد می کنند و به تدریج ورق به شکل لوله تبدیل می گردد.
در این روش اگر چه فشار وارد شده به ورق فراتر از استحکام تسلیمی است ولی نیروی اعمال شده به ورق در حالت ایستایی انجام نمی گیرد و سه غلتک فوق الذکر در حین چرخش حول محورهای خود عملیات شکل دهی را انجام می دهند ، ورق نیز حرکت جابجایی دارد. به دلیل اعمال نیرو در حالت دینامیک کاهش استحکام تسلیمی ممکن است انجام نگیرد و یا به مقدار کمی نسبت به روش U.O اتفاق افتد.
ج- شکل دهی ورق فولادی به روش G.C.O
در این روش عملیات شکل دهی ورق تخت در چند مرحله پرس انجام می گیرد. مرحله اول بعد از استقرار ورق در قالب خاص با فشار جک های هیدرولیک عمود بر ورق، ورق به شکل G و در مرحله دوم به شکل C و در مرحله آخر به شکل O کامل تبدیل می شود. در این روش اعمال فشار فراتر از استحکام تسلیمی است ولی ورق حرکت جابجایی دارد و کاهش استحکام تسلیمی کمتری نسبت به روش U.O اتفاق می افتد.
تک بندی درز طولی
جوش نگهدارنده دو لبه طولی لوله با جوش قوس الکتریکی محافظت شده با گاز خنثی انجام می گیرد. این جوش در مراحل بعدی در جوش های اصلی ادغام می شود. این جوش به صورت پیوسته یا منقطع انجام می گیرد که نوع پیوسته آن از نظر کیفی بهتر است.
جوشکاری زائده ها
جهت تنظیم شروع و خاتمه جوش به ابتدا و انتها درز طولی لوله از هر طرف یک تکه ورق که طرح محل اتصال آن مشابه لوله است جوشکاری می شود. بعد از خاتمه عملیات جوشکاری این تکه ها از لوله جداسازی می شوند. در بعضی کارخانه ها جوشکاری زائده ها در چهارگوشه ورق فولادی قبل از شکل دهی انجام می گیرد.
بازرسی چشمی مقدماتی
به منظور اطمینان از کیفیت عملیات انجام شده تمام لوله ها از داخل و بیرون بازرسی چشمی می شوند.
جوشکاری درز داخلی لوله با جوش زیرپودری
مطابق روش جوشکاری تعریف شده؛ درز طولی لوله از داخل با جوش قوس الکتریکی زیرپودری جوشکاری می شود. این عملیات در حالتی که لوله ثابت و دو سر آن مهار شده است؛ توسط یک مجموعه متحرک انجام می شود. این مجموعه شامل الکترودها و پودر جوشکاری و مکنده پودر اضافی می باشد. بستگی به ضخامت لوله و مقدار نفوذ جوش بیرونی به داخلی و ارتفاع تاج جوش، جوشکاری با دو الکترود یا بیشتر انجام می گیرد. جهت نفوذ بهتر؛ جریان برق اولین الکترود مستقیم و مثبت است و بقیه الکترودها که حالت پرکننده دارند با جریان متناوب کار می کنند.
جوشکاری درز خارجی لوله با جوش زیرپودری
مطابق روش جوشکاری تعریف شده؛ درز طولی بیرونی لوله با جوش قوس الکتریکی زیرپودری مانند جوشکاری درز داخلی انجام می شود. تفاوت آن با جوش داخلی، لوله حرکت انتقالی به جلو دارد و مجموعه تجهیزات جوشکاری ثابت است.
بازرسی چشمی شماره یک
به منظور اطمینان از کیفیت ظاهری و ابعاد جوش و سایر عیوب قابل رویت با چشم؛ تمام لوله ها از داخل و بیرون بازرسی چشمی می شوند.

پرتونگاری با اشعه ایکس شماره یک
جوش های تعمیر شده و محل هایی که توسط آزمایش امواج صوتی شماره یک علامت گذاری شده اند؛ در این ایستگاه مورد آزمایش پرتونگاری صنعتی قرار می گیرند و کارهایی از قبیل اندازه گیری ابعاد و نوع عیوب و اطمینان از تعمیرات جوش توسط مفسرین مجرب پرتونگاری گزارش می شوند. در تفسیر این فیلم ها مقایسه فیلم قبل و بعد از تعمیر ضروری است.
تعمیرات جوش
تعمیرات جوش؛ مطابق روش جوشکاری تعریف شده توسط جوشکاران ماهر و کدبندی شده انجام می گیرد. بستگی به طول جوشی که نیاز به تعمیر دارد ممکن است عملیات جوشکاری توسط جوش زیرپودری انجام شود. شناسایی محل عیب و پاک کردن کامل آن بایستی با دقت انجام گیرد. برای این کار از آزمایشات ذرات مغناطیسی استفاده می شود. جوش های تعمیر شده نیز توسط آزمایش پرتونگاری کنترل می شوند. اکثر استانداردها تعمیر بعد از انبساط؛ در دو سر لوله؛ تعمیر دو بار روی یک منطقه و تعمیر با طول بیش از 5 درصد جوش لوله را قبول ندارند.
بازرسی با امواج صوتی شماره یک
بازرسی با امواج صوتی شماره یک؛ توسط مجموعه ای از پرابها با زوایای مختلف؛ به منظور کشف عیوب جوش قبل از عملیات انبساط سرد و آزمایش با فشار آب انجام می گیرد.
انبساط سرد
جهت رسیدن به ابعاد لازم و گردی مناسب و جبران کاهش استحکام تسلیمی ناشی از عملیات شکل دهی؛ عملیات انبساط سرد انجام می گیرد. عملیات انبساط سرد مکمل روش شکل دهی U&O تلقی می گردد و آن را به نام U.O.E می شناسند. نیروی لازم برای انبساط سرد توسط فشار هیدرولیک تامین می گردد. فشار وارده به درون لوله فراتر از تنش تسلیمی است و باعث تغییرات پایدار و افزایش قطر می گردد.
در روش های J.C.O و 3.R.B استحکام تسلیمی لوله تغییرات قابل توجهی نمی کند و عملیات انبساط سرد جهت رسیدن به ابعاد هندسی مناسب لوله انجام می گیرد. به همین منظور در استانداردهای ساخت لوله این عملیات را انبساط سرد و تنظیم ابعادی می نامند.
اثرات بوشنگر در لوله های فولادی
شکل دهی ورق فولادی و تبدیل آن به لوله، به طور کلی کار سرد همراه با فشار متمرکز روی فولاد تلقی می گردد و بستگی به جنس، ضخامت، قطر لوله، نوع قالب و روش ساخت ؛ استحکام کششی تسلیم لوله کاهش می یابد.
این تغییرات توسط یک دانشمند آلمانی به نام بوشنگر بررسی و به این نتیجه رسید که بعد از عملیات شکل دهی جهت جبران این کاهش و رساندن تنش تسلیمی به حد مطلوب عملیات انبساط سرد انجام می گیرد. در عملیات انبساط سرد شکست سرد کریستال در فولاد اتفاق می افتد و در نهایت تنش زدایی و دانه بندی ریز در آن حاصل می شود.
عملیات تکمیلی تولید لوله
عملیات تکمیلی تولید لوله شامل مراحل زیر است
آزمایش با فشار آب؛ بازرسی با امواج صوتی شماره دو؛ بازرسی چشمی شماره دو؛ برش نمونه های آزمایشگاهی؛ پخ زنی یا آماده سازی ابتدا و انتهای لوله ها برای جوش محیطی؛ بازرسی چشمی قبل نهایی؛ بازرسی با ذرات مغناطیسی؛ پرتونگاری ابتدا و انتهای لوله ها با اشعه ایکس, بازرسی نهایی و کنترل ابعاد و علائم ، توزین و ثبت مشخصات در داخل لوله

