
تولید پروفیل چگونه انجام می شود؟ مراحل ساخت پروفیل

دسترسی سریع به محتوای این مطلب
پروفیل یکی از مهم ترین مقاطع فولادی در صنایع ساختمانی، صنعتی و تولید تجهیزات فلزی محسوب می شود که از آن در ساخت سازه ها، درب و پنجره، شاسی ماشین آلات و بسیاری از پروژه های عمرانی استفاده می شود. اما این محصول پرکاربرد چگونه تولید می شود و چه مراحلی را در کارخانه طی می کند تا به شکل نهایی برسد؟ آشنایی با فرآیند تولید پروفیل، علاوه بر درک بهتر کیفیت و ویژگی های محصول، به انتخاب آگاهانه تر در زمان خرید نیز کمک می کند. در این مسیر، نقش خط تولید پروفیل و تجهیزات پیشرفته صنعتی بسیار پررنگ است.
فرآیند ساخت پروفیل تنها به خم کردن یا شکل دهی ورق محدود نمی شود، بلکه مجموعه ای از مراحل دقیق شامل آماده سازی مواد اولیه، فرم دهی، جوشکاری، سایزینگ، کنترل کیفیت و بسته بندی را در بر می گیرد. هر کدام از این مراحل می توانند روی کیفیت نهایی و حتی هزینه تولید تاثیر بگذارند؛ موضوعی که در کنار نوسانات قیمت آهن و شرایط بازار فولاد اهمیت بیشتری پیدا می کند. اگر می خواهید با مراحل تولید پروفیل و فناوری های مورد استفاده در این صنعت بیشتر آشنا شوید، ادامه این مقاله را از دست ندهید.
پروفیل چگونه تولید می شود؟
تولید پروفیل یک فرآیند مهندسی شده و چند مرحله ای است که طی آن ورق فولادی یا کلاف های فلزی تحت عملیات شکل دهی و جوشکاری قرار می گیرند تا مقاطع مختلف پروفیل با ابعاد و ضخامت مشخص تولید شوند. در کارخانه ها، این فرآیند از طریق خط تولید پروفیل آهنی انجام می شود که مجموعه ای از دستگاه های به هم پیوسته برای تغذیه، فرم دهی، جوشکاری، برش و کنترل کیفیت را شامل می شود. عملکرد دقیق این تجهیزات باعث می شود محصول نهایی از نظر ابعاد، استحکام و کیفیت سطح، استانداردهای صنعتی را رعایت کند.
در بسیاری از واحدهای تولیدی، ماده اولیه اصلی کلاف یا ورق فولادی است که پس از ورود به خط تولید پروفیل اهن باز شده و وارد بخش رول فرمینگ می شود. در این مرحله، غلتک ها به تدریج ورق را به شکل مورد نظر تبدیل می کنند و سپس با استفاده از جوش القایی فرکانس بالا، لبه های پروفیل به یکدیگر متصل می شوند. پس از جوشکاری، عملیات سایزینگ و کالیبراسیون انجام می شود تا مقطع نهایی به ابعاد دقیق برسد.
یکی از مهم ترین بخش های خط تولید پروفیل آهن مرحله کنترل کیفیت است؛ زیرا کوچک ترین انحراف در ضخامت، جوش یا ابعاد می تواند عملکرد سازه ای محصول را تحت تاثیر قرار دهد. همچنین در پایان فرآیند، استفاده از تجهیزاتی مانند دستگاه بسته بندی پروفیل باعث می شود شاخه های تولید شده به صورت منظم، ایمن و آماده حمل بسته بندی شوند. انتخاب نوع پروفیل و مواد اولیه مورد استفاده، علاوه بر مشخصات فنی، می تواند تحت تاثیر شرایط بازار فولاد و حتی پارامترهایی مانند قیمت لوله فولادی و سایر مقاطع مرتبط نیز قرار گیرد؛ زیرا این محصولات از نظر مواد اولیه و فرآیندهای تولید، ارتباط نزدیکی با یکدیگر دارند.

مراحل تولید پروفیل
آشنایی با مراحل تولید پروفیل تنها برای تولیدکنندگان یا فعالان کارخانه های فولادی اهمیت ندارد، بلکه برای خریداران، مهندسان و مجریان پروژه نیز موضوع مهمی محسوب می شود. شناخت این فرآیندها کمک می کند کیفیت محصول بهتر ارزیابی شود و تفاوت میان انواع پروفیل فولادی از نظر استحکام، دقت ابعادی و کیفیت جوش قابل تشخیص باشد. علاوه بر این، نوع تجهیزات، فناوری تولید و استانداردهای به کار رفته در کارخانه می توانند روی کیفیت نهایی و حتی قیمت پروفیل تاثیر مستقیم داشته باشند. به همین دلیل بررسی مراحل ساخت، دید دقیق تری از فرآیند تولید پروفیل فولادی در اختیار مصرف کننده قرار می دهد.
برش ورق فولادی
نخستین مرحله در خط تولید پروفیل فلزی آماده سازی و برش ورق یا کلاف فولادی است. در این بخش، رول های فولادی وارد خط شده و با استفاده از دستگاه های بازکننده و سیستم های برش اولیه، به نوارهایی با عرض مشخص تبدیل می شوند. دقت این مرحله اهمیت زیادی دارد؛ زیرا هرگونه خطا در عرض یا ضخامت می تواند روی کیفیت مقطع نهایی تاثیر بگذارد.
در کارخانه های مدرن، عملیات برش با کمک دستگاه تولید پروفیل آهن و تجهیزات اتوماتیک انجام می شود تا ورق ها با کمترین پرت و بیشترین دقت آماده ورود به مراحل بعدی شوند. انتخاب ضخامت و عرض مناسب ورق نیز براساس نوع محصول نهایی و استانداردهای مورد نیاز تعیین می شود.
فرمینگ و شکل دهی پروفیل
پس از آماده سازی ورق، فرآیند فرمینگ آغاز می شود. در این مرحله، نوار فولادی از میان مجموعه ای از غلتک ها عبور می کند و به تدریج شکل مقطع مورد نظر را به خود می گیرد. این عملیات بدون ایجاد شکست یا آسیب در ساختار فلز انجام می شود و نقش مهمی در کیفیت نهایی محصول دارد.
در این بخش از خط تولید پروفیل فلزی، غلتک ها به گونه ای طراحی شده اند که ورق را مرحله به مرحله خم کنند تا فرم مورد نظر حاصل شود. عملکرد دقیق دستگاه تولید پروفیل در این قسمت باعث تولید مقاطع یکنواخت و استاندارد می شود و کیفیت ظاهری و ابعادی محصول را تضمین می کند.
جوشکاری درز پروفیل
بعد از شکل دهی، لبه های ورق به یکدیگر نزدیک شده و مرحله جوشکاری آغاز می شود. در بیشتر کارخانه ها از جوش القایی فرکانس بالا استفاده می شود؛ روشی که سرعت بالا و استحکام مناسبی برای اتصال درزها ایجاد می کند. کیفیت این مرحله تاثیر مستقیمی بر دوام و مقاومت پروفیل فولادی دارد.
در خطوط پیشرفته، جوشکاری به صورت کاملا اتوماتیک و با کنترل دقیق دما و فشار انجام می شود. استفاده از دستگاه تولید پروفیل آهن مجهز به سیستم های کنترل جوش باعث می شود اتصال ایجاد شده یکنواخت بوده و از بروز ترک یا ضعف در محل درز جلوگیری شود.
سایزینگ و تنظیم ابعاد
پس از جوشکاری، پروفیل وارد مرحله سایزینگ می شود تا ابعاد آن مطابق استانداردهای تعیین شده تنظیم گردد. در این بخش، مجموعه ای از غلتک های کالیبراسیون روی مقطع اعمال نیرو می کنند تا ضخامت، گوشه ها و ابعاد نهایی اصلاح شوند.
این مرحله یکی از مهم ترین بخش های تولید پروفیل فولادی است؛ زیرا دقت ابعادی محصول برای کاربردهای ساختمانی و صنعتی اهمیت زیادی دارد. تنظیم صحیح تجهیزات و عملکرد دقیق دستگاه تولید پروفیل موجب می شود مقاطع تولیدی دارای تلرانس استاندارد و کیفیت یکنواخت باشند.
برش نهایی و بسته بندی
در پایان فرآیند، پروفیل های تولید شده براساس طول مورد نیاز برش می خورند و برای حمل و انبارش آماده می شوند. دستگاه های برش نهایی با دقت بالا شاخه ها را در اندازه های استاندارد یا سفارشی قطع می کنند تا محصول آماده عرضه به بازار شود.
پس از برش، شاخه ها دسته بندی و بسته بندی می شوند تا در زمان جابه جایی آسیب نبینند. این مرحله آخر در خط تولید پروفیل فلزی اهمیت زیادی دارد؛ زیرا بسته بندی اصولی علاوه بر حفظ کیفیت ظاهری، حمل و ذخیره سازی محصول را نیز آسان تر می کند و نقش مهمی در عرضه استاندارد پروفیل فولادی دارد.

معرفی خط تولید پروفیل فولادی
امروزه تولید انواع قوطی و پروفیل تنها به استفاده از چند دستگاه ساده محدود نمی شود، بلکه مجموعه ای از تجهیزات مکانیزه و فرآیندهای مهندسی شده در کنار یکدیگر قرار می گیرند تا محصولی استاندارد و باکیفیت تولید شود. خط تولید پروفیل در واقع مجموعه ای از ماشین آلات، سیستم های کنترل و تجهیزات صنعتی است که از مرحله ورود ورق فولادی تا شکل دهی، جوشکاری، برش و بسته بندی نهایی را مدیریت می کند. عملکرد دقیق این خطوط نقش مستقیمی در کیفیت، استحکام و یکنواختی محصول نهایی دارد.
در یک کارخانه تولید پروفیل آهن، انتخاب نوع تجهیزات و فناوری مورد استفاده اهمیت بالایی دارد؛ زیرا ظرفیت تولید، سرعت ساخت و حتی کیفیت نهایی محصول به طراحی خط وابسته است. توسعه فناوری در حوزه پروفیل سازی باعث شده بسیاری از واحدهای تولیدی پروفیل از سیستم های اتوماتیک و کنترل دیجیتال استفاده کنند تا خطاهای تولید کاهش یابد و مقاطع با دقت ابعادی بالا تولید شوند. همین موضوع می تواند بر تنوع محصولات، کیفیت پروفیل فولادی و حتی شاخص هایی مانند قیمت قوطی ۴در۸ در بازار اثرگذار باشد.
دستگاه تولید پروفیل
پروفیلها با فن نورد سرد تولید میشوند که یعنی همه مراحل انجامشده بر روی آنها، در دمای محیط صورت میگیرد. قلب اصلی هر خط تولید پروفیل آهنی، مجموعه تجهیزاتی است که عملیات شکل دهی و تبدیل ورق فولادی به مقاطع بسته را انجام می دهند. دستگاه تولید پروفیل با استفاده از سیستم های رول فرمینگ و جوشکاری، نوارهای فولادی را به تدریج خم کرده و به شکل نهایی تبدیل می کند. در این فرآیند، دقت تنظیم دستگاه ها و هماهنگی بین بخش های مختلف اهمیت زیادی دارد؛ زیرا کوچک ترین خطا می تواند باعث تغییر ابعاد یا ضعف در جوش شود.
در خطوط مدرن، دستگاه تولید پروفیل آهن به صورت پیوسته و اتوماتیک کار می کند و بخش های مختلف آن با یکدیگر در ارتباط هستند. این تجهیزات بخشی از خط تولید پروفیل فلزی محسوب می شوند و به کارخانه اجازه می دهند انواع قوطی و پروفیل فولادی را با سرعت بالا و کیفیت یکنواخت تولید کند.
به طور کلی، خط تولید پروفیل اهن و دستگاه های آن از چند بخش اصلی تشکیل می شوند که هر کدام وظیفه مشخصی دارند:
کلاف گیر یا رول بازکن
نخستین بخش دستگاه، رول بازکن است که وظیفه باز کردن کلاف فولادی را برعهده دارد. این بخش مانع پیچ خوردگی ورق شده و مواد اولیه را به صورت یکنواخت وارد خط می کند.
صاف کننده یا لولر
پس از باز شدن رول، ورق از دستگاه صاف کننده عبور می کند. این بخش موج ها و تنش های باقی مانده در ورق را کاهش می دهد تا سطحی یکنواخت برای مراحل بعدی ایجاد شود.
دستگاه برش نواری (اسلیتر)
در این قسمت، ورق فولادی براساس عرض مورد نیاز برش می خورد. دقت این مرحله اهمیت زیادی دارد؛ زیرا عرض نوار مستقیما بر ابعاد پروفیل نهایی تاثیر می گذارد.
بخش فرمینگ یا رول فرمینگ
مهم ترین قسمت دستگاه تولید پروفیل، بخش فرمینگ است. در این مرحله مجموعه غلتک ها به تدریج ورق را خم می کنند تا شکل اولیه قوطی یا پروفیل ایجاد شود. طراحی غلتک ها متناسب با نوع محصول انجام می گیرد.
واحد جوشکاری
پس از شکل دهی، لبه های ورق به یکدیگر نزدیک می شوند و سیستم جوش القایی فرکانس بالا آن ها را به هم متصل می کند. کیفیت این بخش تاثیر مستقیمی بر مقاومت و دوام تولید پروفیل فولادی دارد.
بخش سایزینگ و کالیبراسیون
بعد از جوشکاری، پروفیل وارد غلتک های تنظیم ابعاد می شود تا ضخامت، زاویه ها و اندازه نهایی آن دقیق و استاندارد شود.
برش نهایی و بسته بندی
در پایان، دستگاه های برش اتوماتیک شاخه ها را در طول مشخص قطع می کنند و سپس دستگاه بسته بندی پروفیل محصولات را دسته بندی و آماده حمل می سازد. این مرحله از آسیب دیدگی محصول جلوگیری کرده و روند انبارداری و ارسال را ساده تر می کند.
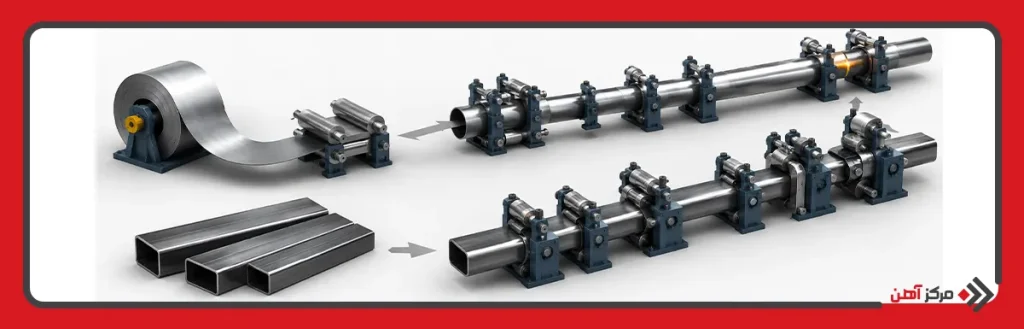
روش تولید غیرمستقیم پروفیل
روش غیرمستقیم یکی از شیوه های رایج در تولید پروفیل فولادی است که طی آن ابتدا ورق فولادی به شکل لوله تبدیل می شود و سپس لوله تولید شده تحت عملیات فرمینگ مجدد قرار می گیرد تا مقطع مربع یا مستطیل ایجاد شود. بسیاری از واحدهای تولیدی پروفیل برای تولید برخی سایزهای خاص از این روش استفاده می کنند؛ زیرا امکان کنترل بهتر روی کیفیت جوش و یکنواختی ضخامت وجود دارد.
در این شیوه، ابتدا ورق در خط تولید پروفیل آهنی به شکل گرد فرم داده و جوشکاری می شود. سپس لوله تولیدشده از غلتک های تغییر شکل عبور می کند تا به فرم قوطی یا پروفیل تبدیل شود. مزیت اصلی این روش، کنترل بهتر روی فرآیند جوشکاری و کاهش برخی تنش های تولید است؛ هرچند تعداد مراحل بیشتر بوده و مصرف انرژی بالاتری نسبت به روش مستقیم دارد.
روش غیرمستقیم معمولا در برخی خطوط پروفیل سازی برای تولید مقاطع دقیق یا محصولاتی که کیفیت ظاهری و یکنواختی ابعاد اهمیت بیشتری دارد، مورد استفاده قرار می گیرد.
روش تولید مستقیم پروفیل
روش مستقیم یکی از پرکاربردترین شیوه ها در خط تولید پروفیل فلزی محسوب می شود و در بسیاری از کارخانه های مدرن مورد استفاده قرار می گیرد. در این فرآیند، ورق فولادی بدون تبدیل شدن به لوله، مستقیما وارد مرحله فرمینگ شده و به شکل مقطع موردنظر درمی آید. به دلیل حذف یک مرحله اضافی، سرعت تولید افزایش یافته و بهره وری خط بیشتر می شود.
در خط تولید پروفیل اهن با روش مستقیم، ورق پس از برش و آماده سازی وارد غلتک های فرمینگ می شود و به تدریج شکل قوطی یا پروفیل را پیدا می کند. سپس عملیات جوشکاری، سایزینگ و برش نهایی انجام می شود. این روش در بسیاری از واحدهای کارخانه تولید پروفیل آهن برای تولید انبوه به کار می رود؛ زیرا زمان تولید کوتاه تر بوده و هزینه های عملیاتی کاهش پیدا می کند.
امروزه بخش بزرگی از خط تولید پروفیل در صنایع فولادی بر پایه روش مستقیم طراحی شده است؛ زیرا این فناوری ضمن افزایش سرعت، امکان تولید اقتصادی و یکنواخت انواع پروفیل فولادی را فراهم می کند.
سوالات متداول
پروفیل فولادی معمولا از ورق سیاه یا کلاف فولادی تولید می شود که ترکیب شیمیایی و ضخامت آن براساس نوع کاربرد انتخاب می گردد. کیفیت مواد اولیه تاثیر مستقیمی بر استحکام، جوش پذیری و دوام پروفیل نهایی دارد.
جوش ERW یا جوش مقاومتی الکتریکی، لبه های ورق فرم داده شده را بدون نیاز به فلز پرکن به یکدیگر متصل می کند. این روش به دلیل سرعت بالا، استحکام مناسب و یکنواختی اتصال، در تولید قوطی و پروفیل کاربرد گسترده ای دارد.
خط تولید پروفیل معمولا از دستگاه های کلاف گیر، صاف کننده، برش نواری، فرمینگ، جوشکاری، سایزینگ، برش نهایی و دستگاه بسته بندی تشکیل می شود. هر بخش وظیفه مشخصی در شکل دهی و تولید محصول استاندارد دارد.
ابعاد قوطی در مرحله سایزینگ و کالیبراسیون کنترل می شود؛ جایی که غلتک های تنظیم کننده، ضخامت و اندازه مقطع را مطابق استاندارد اصلاح می کنند. همچنین تجهیزات اندازه گیری و کنترل کیفیت، دقت ابعادی محصول را بررسی می کنند.












- ارسال شده توسط :کاربر ناشناس1 سال پیشتوضیحات بسیار خوب و جامع بود.با تشکر از شما
- ارسال شده توسط :کارشناس مرکزآهن1 سال پیشممنون از دیدگاه شما