
4 روش وصله میلگرد

دسترسی سریع به محتوای این مطلب
در قطعات بتن مسلح، وصله میلگردها به یکی از چهار روش پوششی، جوشی، مکانیکی و اتکایی انجام می شود. اجرای وصله پوششی میلگردها که بیشترین کاربرد را در میان انواع وصله دارد، فقط برای میلگردهای با قطر 36 میلی متر و کمتر مجاز است. این در حالی است که استفاده از این نوع وصله، مصرف میلگرد در ساختمان را حدود 20 درصد افزایش می دهد. با توجه به هزینه، زمان اجرا، بالا بودن قیمت میلگرد، نیاز به نیروی کار ماهر و شرایط آب و هوایی مناسب، استفاده از وصله های جوشی در ساختمان ها محدود است. در ادامه، انواع اتصالات میلگرد را توضیح می دهیم؛ با ما همراه باشید.
وصله میلگرد چیست؟
وصله میلگرد به محل اتصال دو شاخه میلگرد گفته می شود که هدف آن، ایجاد پیوستگی سازه ای در مسیر انتقال نیرو است. در بتن مسلح، میلگردها باید بتوانند تنش های کششی، فشاری یا برشی را بدون ایجاد ضعف موضعی از یک قطعه به قطعه دیگر منتقل کنند؛ به همین دلیل وصله میلگرد فقط یک اتصال ساده نیست، بلکه بخشی از مسیر انتقال نیرو در عضو بتنی محسوب می شود. انتخاب صحیح نوع وصله، علاوه بر ایمنی سازه، می تواند روی مصرف مصالح، تراکم آرماتور، سرعت اجرا و حتی قیمت آهن در پروژه اثرگذار باشد.
از نظر فنی، وصله زمانی به کار می رود که طول شاخه میلگرد برای اجرای یکپارچه عضو کافی نباشد، محدودیت حمل و نصب وجود داشته باشد یا آرماتوربندی در چند مرحله انجام شود. در این شرایط، اتصال باید به گونه ای طراحی و اجرا شود که ظرفیت باربری میلگرد در محل وصله کاهش پیدا نکند و تمرکز تنش، لغزش یا گسیختگی زودرس ایجاد نشود. به همین دلیل عواملی مانند قطر میلگرد، رده فولاد، محل قرارگیری وصله، طول درگیری، پوشش بتن، فاصله میلگردها و نوع نیروی وارد بر عضو در انتخاب روش وصله اهمیت زیادی دارند. حال که دریافتیم وصله میلگرد چیست در ادامه با انواع آن آشنا خواهیم شد.
انواع وصله میلگرد
چهار دسته پرکاربرد از انواع اتصال میلگرد شامل موارد زیر است. در ادامه انواع اتصال میلگردها را شرح خواهیم داد.
- وصله مکانیکی
- وصله پوششی
- وصله جوشی با قوس الکتریکی
- وصله جوشی تحت فشار با گاز
اتصال مکانیکی در وصله میلگرد
زمانی که شرایط اجرا مناسب باشد و محدودیت های آیین نامه ای رعایت شوند، استفاده از وصله پوششی، به عنوان متداول ترین روش وصله میلگرد، گزینه مناسبی است. اما زمانی که به هر دلیل امکان اجرای وصله پوششی وجود نداشته باشد، وصله مکانیکی می تواند جایگزین مناسبی باشد. هر یک از انواع روش های اتصال مکانیکی میلگرد از جنبه های زیر بررسی می شوند:
- پیکربندی
- رویه اجرا
- الزامات تایید
استفاده از وصله مکانیکی در موارد زیر می تواند لازم یا مناسب باشد:
طبق آیین نامه، استفاده از وصله پوششی برای میلگردهای با قطر بالا مجاز نیست.
- الزامات آیین نامه برای وصله پوششی کششی، باعث افزایش طول وصله می شود. این حالت معمولا برای میلگردهای با قطر زیاد یا میلگردهای دارای پوشش با چسبندگی کمتر پیش می آید. در چنین شرایطی، استفاده از وصله مکانیکی می تواند مناسب تر باشد.
- محل قرارگیری وصله ممکن است در بخشی از سازه باشد که اجرای وصله پوششی طبق ضوابط آیین نامه مجاز یا اجرایی نباشد.
- اگر میلگردهای انتظار موجود برای اجرای وصله پوششی طول کافی نداشته باشند، معمولا استفاده از وصله مکانیکی توصیه می شود. در بسیاری از سیستم های وصله مکانیکی، اگر طول میلگرد انتظار حداقل حدود 305 میلی متر یا بیشتر باشد، امکان اجرای اتصال مکانیکی وجود دارد.
ضوابط اتصال مکانیکی میلگرد
هنگام استفاده از وصله مکانیکی، ممکن است محدودیت هایی در کار با تجهیزات یا روند اجرا وجود داشته باشد. این محدودیت ها می توانند بر نحوه طراحی و جانمایی وصله ها تاثیرگذار باشند. بعضی از این موارد عبارت اند از:
1- فاصله و پوشش میلگردها
در آیین نامه ACI 318، حداقل فاصله مورد نیاز بین میلگردها و ضوابط کلی آرماتورگذاری مشخص شده است. همچنین در راهنماها و ضوابط مرتبط با وصله مکانیکی، حداقل فاصله بین میلگردها بر اساس نوع وصله مکانیکی و تجهیزات مورد نیاز برای اجرا تعیین می شود.
همچنین در ضوابط اجرایی بیان می شود که نصب زیگزاگی وصله ها می تواند به ایجاد فاصله لازم برای اجرا کمک کند؛ اما اجرا نکردن وصله ها به صورت زیگزاگی، لزوما بر سختی طولی و شکل پذیری مورد نیاز وصله تاثیر مستقیم ندارد، مشروط بر اینکه سایر الزامات آیین نامه و دستورالعمل سازنده رعایت شده باشد. بیشتر وصله های مکانیکی، قطر خارجی بیشتری نسبت به میلگردهای طولی دارند؛ بنابراین در محل وصله ها باید مقدار پوشش بتن مورد نیاز با توجه به قطر خارجی وصله بررسی شود.
در مواردی که خاموت ها روی وصله مکانیکی قرار می گیرند، به دلیل اختلاف قطر وصله با میلگرد وصله شده، لازم است مقدار پوشش بتن در محل وصله بررسی شود. اما اگر خاموت در مجاورت یا نزدیکی وصله باشد و روی قطر خارجی وصله قرار نگیرد، معمولا نیازی به کنترل ویژه پوشش بتن از این نظر وجود ندارد.
2- آماده سازی انتهای میلگردها
متناسب با نوع وصله مکانیکی، ممکن است شرایط و فعالیت های خاصی برای آماده سازی انتهای میلگردها لازم باشد. برای نمونه، در برخی وصله های مکانیکی رزوه ای یا طوقه دار، لازم است انتهای میلگردها حدیده شوند. در تمام وصله های مکانیکی، هم راستا بودن میلگردهای متصل شونده اهمیت دارد.
3- میلگردهای دارای پوشش
میلگردهای بتن مسلح می توانند برای جلوگیری از خوردگی، با اپوکسی یا روی پوشش داده شوند. وصله های مکانیکی مورد استفاده برای میلگردهای پوشش دار، معمولا با فرآیندی مشابه وصله های مکانیکی میلگردهای بدون پوشش نصب می شوند.
اما در زمان اجرا، متناسب با نوع وصله، ممکن است لازم باشد پوشش میلگرد در محدوده اتصال برداشته شود. پس از اجرا، وصله و قسمت هایی که پوشش آن ها پاک شده است، باید دوباره با پوشش مناسب ترمیم شوند.
4- اجرا در محل
متناسب با نوع وصله، تجهیزات متفاوتی مورد نیاز است؛ به همین دلیل باید نوع وصله با توجه به شرایط محل، فضای دسترسی، تراکم آرماتورها و روند اجرا تعیین شود. در بعضی موارد، برای تامین فاصله مورد نیاز و رعایت الزامات آیین نامه، لازم است وصله ها به صورت زیگزاگی جانمایی شوند. این موارد باید پیش از اجرا و در مرحله طراحی یا کنترل نقشه های اجرایی مشخص شوند.
طراحی وصله های مکانیکی
آیین نامه های طراحی مانند ACI 318 یا AASHTO، درباره جزئیات اجرایی میلگردهای متصل شده با وصله مکانیکی، توضیحات گسترده ای ارائه نکرده اند و بیشتر به الزامات کلی مقاومت وصله می پردازند. برای مثال، در آیین نامه ACI 318 بیان شده است که اتصال مکانیکی، متناسب با نوع نیاز، باید در فشار یا کشش حداقل 125 درصد مقاومت تسلیم مشخصه میلگرد را تامین کند.
بر این اساس، اگر وصله به درستی طراحی و اجرا شده باشد، گسیختگی نباید در خود وصله رخ دهد؛ بلکه انتظار می رود زوال در میلگرد و در مجاورت محل وصله اتفاق بیفتد. از آنجا که وصله مکانیکی باید حداقل مقاومت مورد نیاز را تامین کند، در طراحی های معمول، وجود وصله مکانیکی به طور کلی باعث کاهش سختی و شکل پذیری طولی عضو نمی شود و رفتار میلگرد وصله شده، در صورت رعایت ضوابط، مشابه میلگرد پیوسته بدون وصله در نظر گرفته می شود.
آیین نامه های طراحی، الزامات پایه مربوط به مقاومت اتصال مکانیکی را پوشش می دهند؛ اما معمولا درباره مشخصات دقیق و نوع مصالح مورد استفاده در ساخت وصله ها وارد جزئیات نمی شوند. بعضی از این موارد عبارت اند از:
- در اعضای خمشی، وصله مکانیکی نباید باعث کاهش مقاومت طولی موثر میلگرد وصله شده شود. این کاهش می تواند در اثر تغییر در کرنش میلگرد وصله شده نسبت به کرنش طراحی ایجاد شود.
- در محل هایی که احتمال ورود عضو به محدوده رفتار غیرخطی وجود دارد، مانند نواحی تسلیم در ساختمان های لرزه ای، وصله مکانیکی نباید باعث تمرکز تنش یا گسیختگی زودرس در محل وصله، پیش از گسیختگی میلگرد مجاور، شود.
- در بخش هایی از سازه که تحت تحریک لرزه ای احتمال وقوع جابه جایی غیرخطی وجود دارد، وصله اجرا شده و میلگرد متصل شده باید شکل پذیری لازم را داشته باشند.
انواع اتصال مکانیکی میلگرد
سه دسته وصله مکانیکی وجود دارد که در ادامه به بررسی مفصل هریک از این اتصالات مکانیکی میلگرد خواهیم پرداخت:
- وصله های مکانیکی فقط فشاری
- وصله مکانیکی فقط کششی
- وصله مکانیکی کششی و فشاری
| نوع اتصال مکانیکی میلگرد | عملکرد اصلی | کاربرد رایج |
|---|---|---|
| وصله مکانیکی فقط فشاری | انتقال نیروی فشاری بین دو میلگرد هم راستا | ستون ها و اعضایی که میلگرد در فشار قرار دارد |
| وصله مکانیکی فقط کششی | انتقال نیروی کششی بین دو میلگرد | اعضای کششی یا بخش هایی که میلگرد تحت کشش است |
| وصله مکانیکی کششی و فشاری | انتقال همزمان نیروهای کششی و فشاری | سازه های لرزه ای، ستون ها، دیوارهای برشی و اعضای حساس |
اتصال مکانیکی فقط فشاری
در این نوع اتصال، نیروی فشاری به صورت مستقیم از یک میلگرد به میلگرد هم راستا و متکی به آن منتقل می شود. در بیشتر انواع وصله اتکایی، به جز اتصال غلاف دار پر شده با فولاد یا ملات مخصوص، تنها لازم است انتهای میلگردها به صورت دقیق برش داده و آماده شوند تا انتقال نیرو به درستی انجام گیرد.
سطح برش انتهای میلگرد باید کاملا گونیا باشد؛ به گونه ای که انحراف سطح برش نسبت به صفحه عمود بر محور میلگرد از 1.5 درجه بیشتر نباشد. همچنین پس از نصب و تنظیم میلگردها، اختلاف زاویه دو میلگرد در محل اتصال نباید از 3 درجه تجاوز کند. علاوه بر این، یک وصله اتکایی باید توانایی نگه داشتن میلگردها به صورت هم محور (هم مرکز) را داشته باشد تا نیروی فشاری بدون ایجاد خروج از مرکز یا تمرکز تنش منتقل شود. در ادامه، برخی از انواع وصله های مکانیکی فشاری معرفی می شوند.
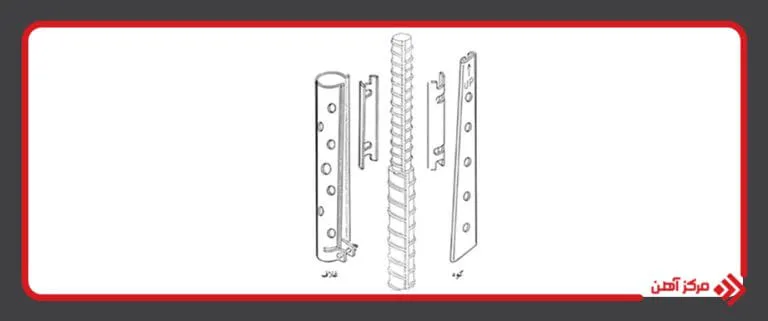
اتصال مکانیکی غلاف دار با پیچ فولادی
دو نوع از این اتصال وجود دارد که شامل اتصال مکانیکی غلاف دار با پیچ فولادی و اتصال مکانیکی غلافی تسمه دار فولادی است. در این روش، بستن جانبی از طریق سفت کردن پیچ های غلاف انجام می شود و این کار کمک می کند اتکای هم مرکز میلگردهای وصله شده تامین شود. ابزار لازم برای بستن این نوع اتصال، آچار مناسب است.
نوع اول، اتصال غلاف دار با پیچ فولادی است که از یک پوسته استوانه ای شکل تشکیل می شود و در یک سمت آن باله هایی جدا از هم قرار دارد. روی این باله ها سوراخ هایی تعبیه شده است که پیچ ها درون آن ها سفت می شوند و غلاف را در اطراف میلگردها محکم می کنند. به این اتصال، وصله غلاف فولادی یکپارچه گفته می شود.
طول این نوع وصله معمولا از 203 میلی متر تا 305 میلی متر متغیر است و متناسب با قطر میلگرد تعیین می شود. در مواردی که قطر میلگردها متفاوت باشد، از گوه هایی برای پر کردن فضای خالی ناشی از اختلاف قطر استفاده می شود. این کار امکان وصله میلگردهای با قطر متفاوت را فراهم می کند.
حداقل فاصله خالص بین دو میلگرد وصله شده مجاور، معمولا برابر با 50 میلی متر در نظر گرفته می شود. این فاصله برای ایجاد فضای کافی جهت نصب صحیح اتصال و سفت کردن پیچ ها ضروری است. همچنین در برآورد هزینه اجرای این نوع وصله، علاوه بر قیمت قطعات اتصال، دستمزد اجرا و قیمت میلگرد ساده یا آجدار مصرفی نیز باید بررسی شود.

اتصال غلاف دار با پیچ فولادی
نوع دیگر اتصال غلاف دار با پیچ فولادی، از یک پوسته نیم استوانه ای با زبانه های خم شده در یک طرف و شیارهایی در طرف دیگر تشکیل می شود. تسمه های L شکل که روی آن ها سوراخ هایی ایجاد شده است، از یک طرف در شیارها قرار می گیرند و از طرف دیگر، با پیچ روی زبانه های خم شده محکم می شوند. به این نوع اتصال، وصله غلافی تسمه دار فولادی گفته می شود.
طول این وصله بر اساس قطر میلگرد تعیین می شود و می تواند تا حدود 305 میلی متر برسد. این روش با فورجینگ میلگرد تفاوت دارد؛ زیرا در آن اتصال با درگیری مکانیکی غلاف، تسمه و پیچ انجام می شود، نه با حرارت دادن و جوش فشاری انتهای میلگردها. شکل زیر یک اتصال مکانیکی غلافی تسمه دار فولادی را نشان می دهد.

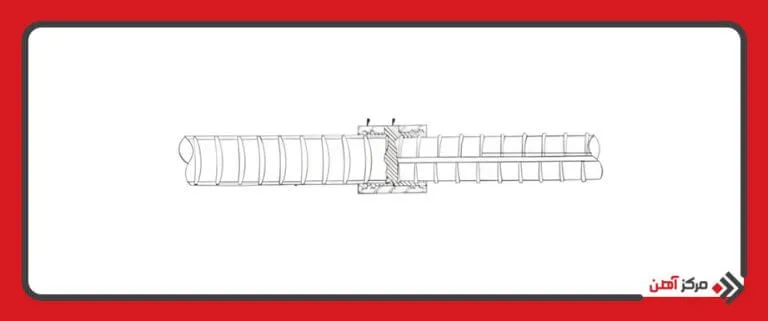
اتصال مکانیکی غلاف دار پر شده با فولاد
این اتصال، متناسب با طول وصله میلگرد، می تواند هم در فشار و هم در کشش مورد استفاده قرار بگیرد. مشخصات و نحوه اجرای آن، مشابه نمونه فشاری کششی است که در بخش وصله های کششی فشاری تشریح می شود. این اتصال برای وصل کردن میلگردهای با قطرهای مختلف مناسب است و انتهای میلگردها به آماده سازی خاصی نیاز ندارد؛ اما باید از هر نوع خم شدگی در طول میلگرد که مانع قرارگیری صحیح میلگرد در وصله می شود، جلوگیری کرد.
شکل زیر یک اتصال غلاف دار پر شده با فولاد را نشان می دهد. در این نوع اتصال، پس از قرار گرفتن میلگردها در غلاف، فضای بین میلگردها با تزریق فولاد مذاب یا ماده پرکننده فلزی مناسب پر می شود. بنابراین می توان انتهای میلگردها را با هوابرش آماده کرد و در صورت وجود ناهمواری، فضای خالی به وسیله ماده تزریقی پر می شود؛ در نتیجه اتصال اتکایی به صورت مناسب برقرار خواهد شد.
اگرچه این اتصال در طول کم، بیشتر عملکرد فشاری دارد، اما به دلیل ماهیت درگیری ایجاد شده، می تواند مقدار محدودی مقاومت کششی نیز فراهم کند که معمولا در طراحی از آن صرف نظر می شود. فاصله مناسب بین دو میلگرد مجاور برای اجرای وصله، باید بر اساس قطر اسمی میلگرد و دستورالعمل سازنده تعیین شود.
همان طور که گفته شد، طول اتصال در رفتار آن تاثیر مستقیم دارد. برای مثال، اتصال با طول حدود 76 میلی متر، متناسب با قطر میلگرد، می تواند به عنوان اتصال مکانیکی فشاری عمل کند؛ در حالی که همین نوع اتصال با طول حدود 229 میلی متر می تواند رفتار فشاری و کششی مطلوب تری از خود نشان دهد.
اتصال مکانیکی غلاف دار با گوه قفل شونده
این اتصال از نظر رفتاری به اتصال غلاف دار با پیچ فولادی شباهت دارد؛ اما در این نوع اتصال، به جای پیچ از گوه استفاده می شود. زمانی که گوه به داخل غلاف رانده می شود، با ایجاد فشار جانبی در غلاف، انتهای دو میلگرد را در وضعیت اتکایی نگه می دارد و امکان انتقال نیروی فشاری بین آن ها فراهم می شود.
غلاف این نوع اتصال، استوانه ای است و دو زبانه مسطح شده به صورت طوقه روی آن قرار دارد. زبانه ها در یک انتها به هم نزدیک هستند و در امتداد طول وصله از یکدیگر فاصله می گیرند. شکل زیر یک اتصال غلاف دار با گوه قفل شونده را نشان می دهد. طول غلاف، متناسب با سایز میلگرد، معمولا از 140 میلی متر تا 305 میلی متر تغییر می کند و فاصله جانبی بین دو میلگرد باید حداقل حدود 76 میلی متر باشد تا فرآیند اجرا بدون مشکل انجام شود.
اتصال مکانیکی فشاری – کششی میلگرد
این نوع اتصال باید توانایی مقاومت در برابر نیروهای فشاری و کششی را داشته باشد. در ادامه، تعدادی از این اتصالات معرفی شده اند. اگر یک اتصال بتواند ضوابط آیین نامه را برای هر دو حالت فشاری و کششی برآورده کند، می توان از آن به عنوان اتصال مکانیکی فشاری کششی استفاده کرد.
اتصال مکانیکی غلاف دار سرد پرس شده فولادی
این اتصال از یک غلاف بدون درز تشکیل شده است که روی انتهای دو میلگرد قرار می گیرد و می تواند میلگردهایی با قطرهای مختلف را به یکدیگر متصل کند. شکل زیر یک اتصال غلاف دار سرد پرس شده فولادی را نشان می دهد. در این روش، از پرس هیدرولیک برای اجرای اتصال در محل استفاده می شود.
پرس هیدرولیک با وارد کردن فشار به غلاف و تغییر شکل آن متناسب با برجستگی های سطح میلگرد، باعث ایجاد قفل شدگی مکانیکی بین غلاف و میلگرد می شود. در این روش، معمولا نیازی به آماده سازی انتهای میلگردها پیش از اجرای وصله نیست. با این حال، پیش از انتخاب این نوع اتصال، باید از امکان دسترسی دستگاه پرس به محل اجرای میلگردها اطمینان حاصل شود.

اتصال مکانیکی غلاف دار پرشده فولادی با یک انتهای حدیده شده
این نمونه از اتصال مکانیکی، از دو قطعه نر و مادگی با جنس یکسان تشکیل شده است. قطعه مادگی در یک انتهای خود دارای بخش رزوه داخلی است و قطعه نری نیز روی سطح خود بخش رزوه شده دارد؛ به همین دلیل، دو قطعه نر و مادگی درون یکدیگر پیچ می شوند و اتصال برقرار می شود.
انتهای دیگر قطعات نر و مادگی روی میلگردها پرس می شود تا قفل شدگی مکانیکی بین قطعه اتصال و میلگرد ایجاد شود. شکل زیر این نوع اتصال را نشان می دهد. نوع دیگری از اتصال پرس شده با رزوه نیز وجود دارد که از سه قطعه تشکیل شده است. این قطعات شامل دو قطعه مادگی رزوه شده و یک قطعه فلزی رابط هستند که نقش اتصال دهنده بین دو قطعه مادگی را ایفا می کند.
از این نوع اتصال زمانی استفاده می شود که به دلایلی امکان چرخاندن میلگردها وجود نداشته باشد. در این حالت، دو قطعه مادگی که روی دو میلگرد پرس شده اند ثابت می مانند و میله فلزی رابط که دو انتهای آن رزوه شده است، با چرخش خود درون قطعات مادگی قرار می گیرد و اتصال را برقرار می کند.
میله اتصال دهنده در یک انتهای خود دارای رزوه چپ گرد و در انتهای دیگر دارای رزوه راست گرد است. شکل زیر این نوع اتصال را نشان می دهد. در مواقعی که قطر میلگردهای وصله شده متفاوت باشد، از اتصال کاهنده یا تبدیل دار استفاده می شود.
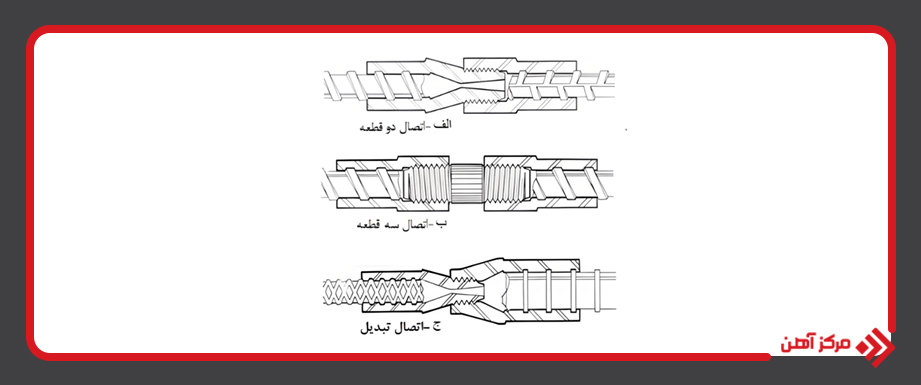
انواع مختلف اتصال غلاف دار پرشده فولادی با یک انتهای حدیده شده:
- اتصال دو قطعه غلاف دار
- اتصال سه قطعه غلاف دار با قطعه فلزی ارتباط دهنده در وسط
- اتصال غلاف دار تبدیل جهت متصل کردن دو میلگرد با قطر مختلف
اتصال مکانیکی غلاف دار گرم فورج شده
در این نوع اتصال، از غلاف خاصی استفاده می شود که قابلیت نرم شدن در اثر حرارت را دارد. این غلاف در انتهای میلگرد قرار می گیرد و متناسب با الگوی سطح میلگرد تغییر شکل می دهد. برای اجرای اتصال، به کوره یا مشعل برای گرم کردن غلاف و جک هیدرولیک برای تغییر شکل دادن آن نیاز است.
روش اجرا به این صورت است که غلاف گرم شده روی انتهای دو میلگرد قرار می گیرد و سپس با دستگاه پرس، تحت فشار تغییر شکل می دهد. در نتیجه، غلاف با برجستگی های سطح میلگرد درگیر شده و قفل شدگی مکانیکی بین میلگرد و غلاف ایجاد می شود.
اتصال مکانیکی غلاف دار پرشونده با گروت
این اتصال از یک پوسته فولادی مخروطی شکل تشکیل شده است که از دو طرف باریک می شود و لایه درونی آن، متناسب با الگوی سطح میلگرد تغییر شکل یافته است. در این روش، از گروت با مقاومت بالا و بدون جمع شدگی، یا ملات مناسب، برای تزریق به داخل غلاف و اطراف میلگرد استفاده می شود. تزریق گروت معمولا با پمپ فشار کم انجام می گیرد و انتهای میلگردها به آماده سازی خاصی نیاز ندارند.
در این اتصال، انتهای میلگردها می توانند با یکدیگر در تماس باشند یا تا حدود 2.5 میلی متر از هم فاصله داشته باشند. این اتصال مکانیکی برای میلگردهای پوشش داده شده با اپوکسی یا روی نیز قابل استفاده است. اتصال غلاف دار پر شونده با گروت، بیشتر برای وصل کردن میلگردهای عمودی کاربرد دارد. در این روش، ابتدا غلاف روی میلگرد پایینی قرار داده می شود تا تماس بین میلگرد و غلاف، میلگرد را در موقعیت مناسب نگه دارد.
سپس غلاف با گروت سیمانی پر می شود. پس از آن، میلگرد بالایی درون غلاف قرار می گیرد و میلگردها با نگهدارنده ها ثابت می شوند تا گروت به مقاومت کافی برسد. در صورتی که از خروج گروت جلوگیری شود، می توان از این وصله برای میلگردهای افقی نیز استفاده کرد. شکل زیر یک اتصال غلاف دار پر شونده با گروت را نشان می دهد.
این نوع غلاف در بتن پیش ساخته کاربرد بیشتری دارد. لازم است اقدامات احتیاطی لازم انجام شود تا از حرکت قطعات وصله شده پیش از سخت شدن گروت جلوگیری شود. مقاومت حدود 21 تا 34 مگاپاسکال برای بیشتر گروت ها، بسته به نوع گروت و دمای محیط، معمولا تا 24 ساعت حاصل می شود.

اتصال مکانیکی غلاف دار پرشده با فولاد
این نوع اتصال، هم برای وصله های فشاری و هم برای وصله های فشاری کششی کاربرد دارد. همان طور که پیش تر گفته شد، این اتصال از یک پوسته استوانه ای فولادی تشکیل شده است که درون آن به وسیله دستگاه، شیارهایی ایجاد می شود و فولاد مذاب برای پر کردن فضای بین غلاف و میلگرد به داخل آن منتقل می شود.
در این نوع اتصال نیز آماده سازی خاصی روی انتهای میلگردها مورد نیاز نیست و فقط لازم است انتهای میلگردها خشک و از مواد خارجی، آلودگی و پوشش های اپوکسی پاک باشد. فاصله میان میلگردهای مجاور برای انجام فرآیند وصله کردن، معمولا باید حداقل بین 51 تا 64 میلی متر باشد.
اتصال مکانیکی طوقه دار با رزوه مستقیم
در اتصال مکانیکی طوقه دار با رزوه مستقیم، از یک طوقه برای متصل کردن دو انتهای میلگرد استفاده می شود. این طوقه در داخل خود دارای رزوه هایی است که با ماشین کاری ایجاد شده اند و الگوی آن ها با رزوه های ایجاد شده روی سطح انتهایی میلگردها منطبق است. شکل زیر یک اتصال مکانیکی طوقه دار، سه قطعه رزوه دار را نشان می دهد. این سه قطعه شامل دو میلگرد رزوه شده و یک طوقه رزوه دار است.

اتصال مکانیکی طوقه دار سه قطعه با رزوه مستقیم
همچنین نوع دیگری از این اتصال وجود دارد که در آن، طوقه از یک سمت به انتهای یکی از میلگردها جوش داده می شود و سمت دیگر طوقه دارای رزوه داخلی، منطبق با رزوه سطح میلگرد دیگر است. شکل زیر یک اتصال مکانیکی طوقه دار دو قطعه را نشان می دهد. این دو قطعه شامل دو میلگرد هستند و چون طوقه در این نوع اتصال به یکی از میلگردها جوش داده می شود، به عنوان قطعه جداگانه شمارش نمی شود.
از اتصال مکانیکی طوقه دار دو قطعه معمولا زمانی استفاده می شود که میلگردهای انتظار به هر دلیل کوتاه باشند و امکان رزوه کردن آن ها وجود نداشته باشد. برای جوش دادن طوقه ها باید مطابق دستورالعمل و شرایط اعلام شده از سوی تولیدکننده طوقه عمل شود.
وصله پوششی میلگرد
اساس عملکرد مرکب بتن و فولاد و تشکیل عضو بتن آرمه، بر پیوستگی مناسب بین میلگرد مسلح کننده و بتن استوار است. پیوستگی در وصله های پوششی، نقش اصلی را در انتقال نیرو ایفا می کند. پیوستگی بین فولاد مسلح کننده و بتن در اثر عوامل زیر ایجاد می شود:
- چسبندگی شیمیایی بین فولاد و بتن
- اصطکاک بین سطح میلگرد و بتن اطراف آن
- درگیر شدن برجستگی ها و فرورفتگی های میلگرد آجدار در بتن
- مهار مکانیکی در انتهای میلگرد که ممکن است توسط قلاب، مهره یا واشر ایجاد شود
از میان موارد بالا، درگیر شدن آج میلگرد با بتن، موثرترین عامل پیوستگی است. به همین دلیل، آیین نامه ها معمولا استفاده از میلگردهای صاف را، جز در موارد محدود، مجاز نمی دانند. تنش های پیوستگی یا تنش های چسبندگی، در هر جایی که تنش یا نیروی موجود در فولاد مسلح کننده از نقطه ای به نقطه دیگر تغییر کند، در پیرامون میلگرد و بین بتن و فولاد ایجاد می شوند. برای تعیین حداکثر تنش های پیوستگی و بررسی انتقال نیرو از میلگرد به بتن، از آزمایش های زیر استفاده می شود:
- آزمایش بیرون کشیدگی
- آزمایش میلگرد مدفون در بتن
- آزمایش تیر
زوال پیوستگی بین بتن و فولاد، عمدتا ناشی از خرد شدن بتن درگیر بین آج های سطح میلگرد و جابه جا شدن میلگرد داخل بتن است که معمولا با ترک خوردگی طولی بتن در امتداد طول گیرایی میلگرد همراه می شود.
وصله پوششی با قرار دادن دو میلگرد در مجاورت یکدیگر و در یک طول مشخص انجام می شود. طولی که دو میلگرد باید در کنار یکدیگر قرار گیرند، طول وصله یا طول پوشش نامیده می شود. در وصله پوششی، نیروی موجود در میلگرد ابتدا از طریق تنش پیوستگی به بتن منتقل می شود و سپس از بتن، دوباره به وسیله تنش پیوستگی، به میلگرد بعدی که در امتداد آن قرار گرفته است انتقال می یابد.
این انتقال تنش و نیرو، در حالتی که میلگردها تحت کشش باشند، در شکل زیر نشان داده شده است. همان طور که در شکل مشاهده می شود، نیروی کششی میلگرد باعث ایجاد تنش فشاری ناشی از چسبندگی بین بتن و فولاد در راستای عمود بر سطح آج میلگرد و در ناحیه انتهایی میلگرد می شود.
عکس العمل این تنش فشاری در بتن اطراف میلگرد، تنش فشاری دیگری ایجاد می کند و در نهایت، این تنش فشاری با همان راستای مورب به میلگرد دیگر منتقل می شود. این تنش در نهایت می تواند به صورت نیروی کششی در میلگرد دوم تحمل شود.
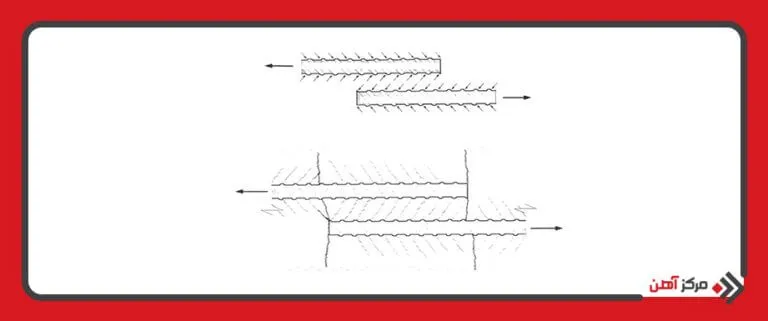
انتقال تنش در وصله پوششی میلگردهای تحت کشش
وصله پوششی را می توان به صورت وصله پوششی تماسی و وصله پوششی غیر تماسی اجرا کرد. در وصله پوششی تماسی، میلگردهای وصل شونده در طول وصله کاملا در تماس با یکدیگر قرار می گیرند؛ به گونه ای که فضای خالی یا حفره ای بین دو میلگرد ایجاد نشود و ضعف موضعی در بتن به وجود نیاید.
برای اجرای وصله پوششی تماسی، می توان با استفاده از سیم های نازک متداول آرماتوربندی، میلگردهای وصله شونده را در طول وصله و در فواصل مناسب به یکدیگر بست. اگر بخواهیم دقیق تر بدانیم آرماتور بندی چیست، باید گفت آرماتوربندی فرآیند چیدمان، اتصال و مهار میلگردها در بتن مسلح است تا نیروهای کششی، فشاری و برشی به درستی در عضو سازه ای منتقل شوند.
در وصله پوششی غیر تماسی، باید شرایطی فراهم شود که بتن به طور کامل و مناسب بین میلگردهای وصله شونده نفوذ کند و فضای خالی بین آن ها باقی نماند. اگر فاصله میلگردها از یکدیگر بیش از حد مجاز باشد، ممکن است بخشی از مقطع عملا بدون آرماتور موثر باقی بماند و انتقال نیرو به درستی انجام نشود. وصله پوششی نباید برای میلگردهای بزرگ تر از قطر 36 میلی متر به کار رود، مگر در موارد خاص برای انتقال نیروی فشاری و مطابق ضوابط آیین نامه.
همچنین اگر از میلگردهای گروهی استفاده شده باشد، کل گروه میلگرد نباید به صورت پوششی وصله شود. میلگردهایی از یک گروه نیز که به صورت پوششی وصله می شوند، نباید در طول وصله با یکدیگر همپوشانی داشته باشند.
وصله میلگرد با قوس الکتریکی
وصله های جوشی، از نظر انتقال تنش، در صورت اجرای صحیح عملکرد بسیار مناسبی دارند. البته این موضوع تنها زمانی صادق است که جوشکاری با کیفیت بالا، تحت نظارت کامل و همراه با انجام آزمایش های کنترل کیفیت انجام شود. آیین نامه ACI 318 نیز تصریح می کند که به جز مواردی که به طور مشخص در این آیین نامه ذکر شده است، تمامی الزامات جوشکاری میلگرد باید مطابق با استاندارد ANSI/AWS D1.4 (آیین نامه جوشکاری فولاد مسلح کننده) باشد.
در ویرایش های قدیمی ACI 318، تاکید شده بود که جوش میلگردها باید به صورت سر به سر انجام شود. اما از آنجا که استاندارد ANSI/AWS D1.4 استفاده از برخی روش های جوش سر به سر غیرمستقیم را نیز مجاز دانسته است، از ویرایش سال 1995 به بعد، این الزام از ACI 318 حذف شد. با این حال، استاندارد ANSI/AWS D1.4 همچنان توصیه می کند که برای میلگردهای با قطر بیش از 22 میلی متر، در صورت امکان از وصله جوشی سر به سر مستقیم استفاده شود.
برای جوشکاری میلگردها، معمولا پیش گرم کردن میلگرد ضروری است. قابلیت جوش پذیری و دمای پیش گرم بر اساس کربن معادل فولاد تعیین می شود که به ترکیب شیمیایی فولاد، به ویژه درصد کربن و منگنز، بستگی دارد. اگر اطلاعات مربوط به کربن معادل در دسترس نباشد، طبق آیین نامه باید موارد زیر رعایت شود:
- حداقل دمای پیش گرم برای میلگردهای با قطر حداکثر 19 میلی متر، 150 درجه سانتی گراد است.
- حداقل دمای پیش گرم برای میلگردهای با قطر 22 میلی متر و بزرگ تر، 260 درجه سانتی گراد است.
پس از پایان عملیات جوشکاری، میلگردها باید به صورت طبیعی تا دمای محیط سرد شوند و از سرد کردن سریع آن ها با آب یا سایر روش های مشابه خودداری شود؛ زیرا این کار می تواند خواص مکانیکی فولاد و کیفیت جوش را کاهش دهد.
اتصال دو میلگرد به وسیله جوش، که یکی از روش های وصله میلگرد محسوب می شود. این نوع اتصال تحت عنوان وصله جوشی میلگرد آن را می شناسند و بر اساس استاندارد ANSI/AWS D1.4 در انواع مختلفی قابل اجرا است.
اتصال سر به سر مستقیم میلگرد
برای میلگردهای با قطر بیشتر از 19 میلی متر ترجیحا باید از این اتصال استفاده کرد. اتصال جوش سر به سر مستقیم در انواع زیر مجاز است:
- جوش شیاری V شکل یک طرفه برای اتصال افقی دو میلگرد
- جوش شیاری V شکل دو طرفه برای اتصال افقی دو میلگرد
- جوش شیاری V شکل یک طرفه با قطعه لوله پشت بند برای اتصال افقی دو میلگرد با قطر مساوی
- جوش شیاری اریب یک طرفه برای اتصال قائم دو میلگرد
- جوش شیاری اریب دو طرفه برای اتصال قائم دو میلگرد
- جوش شیاری اریب یک طرفه با قطعه لوله پشت بند برای اتصال قائم دو میلگرد با قطر مساوی
اتصال سر به سر غیر مستقیم میلگرد
اتصال سر به سر غیرمستقیم میلگرد به روش های مختلفی قابل اجرا است که مهم ترین آن ها عبارت اند از:
- اتصال سر به سر غیرمستقیم با صفحه وصله، که با استفاده از جوش شیاری اریب ذوبی دو طرفه اجرا می شود.
- اتصال سر به سر غیرمستقیم با نبشی وصله، که با استفاده از جوش شیاری اریب ذوبی انجام می شود.
- اتصال سر به سر غیرمستقیم با میلگردهای وصله، که با استفاده از جوش شیاری V شکل اجرا می شود.
در استفاده از اتصال سر به سر غیرمستقیم، لازم است بتن اطراف محل اتصال در سازه نهایی، به وسیله آرماتورهای عرضی یا صفحات وصله به اندازه کافی تقویت شود تا از ایجاد ترک، گسیختگی یا شکاف در بتن اطراف اتصال جلوگیری شود.
اتصال پوششی جوش شده میلگرد
این اتصال در انواع زیر اجرا می شود:
- اتصال پوششی مستقیم با میلگردهای در تماس؛ این اتصال با جوش شیاری V شکل ذوبی دو طرفه اجرا می شود. اگر اتصال فقط از یک طرف در دسترس باشد، با تایید مهندس ناظر می توان از جوش شیاری V شکل ذوبی یک طرفه استفاده کرد.
- اتصال پوششی غیرمستقیم با میلگردهای جدا؛ این اتصال با جوش شیاری اریب ذوبی یک طرفه اجرا می شود.
اتصال پوششی جوش شده معمولا به میلگردهای با قطر حداکثر 19 میلی متر محدود می شود. از طرفی، در این نوع اتصال، به دلیل احتمال ایجاد خروج از مرکزیت و عملکرد خمشی اتصال هنگام بارگذاری، لازم است بتن اطراف اتصال در سازه نهایی به کمک میلگردهای عرضی یا صفحه وصله به میزان کافی تقویت شود.
انواع روش جوشکاری در وصله میلگرد براساس آیین نامه DIN 1910
یکی از مواردی که در اتصالات فورجینگ اهمیت بالایی دارد، اطمینان از سلامت اتصال است! برای آزمون اتصال دو یکی از موارد مهم در اتصالات فورجینگ، اطمینان از سلامت و کیفیت اتصال است. برای کنترل کیفیت اتصال، دو روش کلی آزمون وجود دارد:
- آزمون های مخرب، مانند آزمون خمش و آزمون کشش میلگرد وصله شده
- آزمون های غیرمخرب، مانند آزمون مایع نافذ، آزمون امواج فراصوت و آزمون برش داغ
در روش آزمون برش داغ، بلافاصله پس از انجام عملیات جوش، برآمدگی حاصل از جوش به وسیله تیغه های قابل تنظیم برش داده می شود. سپس با بررسی وضعیت سطح در محل برش، می توان کیفیت اتصال و احتمال وجود عیب در ناحیه جوش را ارزیابی کرد.
مزایا و معایب انواع وصله میلگرد
هر روش اتصال میلگرد مزایا و محدودیت های خاص خود را دارد و انتخاب آن به عواملی مانند نوع سازه، قطر میلگرد، شرایط اجرا، هزینه و الزامات آیین نامه بستگی دارد. همچنین مواردی مانند طول وصله میلگرد، امکان اجرای وصله پوششی غیر تماسی و استفاده از وصله مکانیکی میلگرد در تصمیم گیری نهایی نقش مهمی دارند.
مزایای انواع وصله میلگرد
- اجرای ساده و سریع در وصله پوششی میلگرد
- هزینه اولیه پایین در وصله پوششی
- کاهش تراکم آرماتور با وصله مکانیکی میلگرد
- مناسب برای میلگردهای با قطر بالا
- افزایش کیفیت و یکنواختی اتصال در وصله مکانیکی
- مقاومت بالای اتصال در روش فورجینگ
- کاهش مصرف میلگرد در برخی روش های اتصال
- امکان اجرا در فضاهای محدود
- مناسب برای پروژه های بزرگ و صنعتی
- قابلیت استفاده از وصله پوششی غیر تماسی در شرایط مجاز آیین نامه
معایب انواع وصله میلگرد
- افزایش مصرف میلگرد در وصله پوششی
- نیاز به طول وصله میلگرد مطابق ضوابط آیین نامه
- افزایش تراکم آرماتور در محل وصله
- هزینه بالاتر وصله مکانیکی نسبت به وصله پوششی
- نیاز به کوپلر و تجهیزات مخصوص در وصله مکانیکی
- وابستگی کیفیت فورجینگ و جوش به مهارت اپراتور
- نیاز به کنترل کیفی دقیق در وصله های جوشی
- محدودیت استفاده از برخی روش ها برای همه گریدهای میلگرد
- افزایش زمان اجرا در صورت نیاز به تجهیزات ویژه
- عدم امکان استفاده از همه روش ها در تمام شرایط اجرایی
بهترین روش وصله میلگرد کدام است؟
نمی توان یک روش را به عنوان بهترین روش برای همه پروژه ها معرفی کرد، زیرا انتخاب نوع وصله به شرایط سازه، قطر میلگرد، محل اتصال و ضوابط طراحی بستگی دارد. با این حال، در بسیاری از پروژه های عمرانی جدید، وصله مکانیکی میلگرد بهترین گزینه محسوب می شود؛ زیرا بدون نیاز به افزایش طول وصله میلگرد، مقاومت بالایی ایجاد می کند، تراکم آرماتورها را کاهش می دهد و کیفیت اتصال یکنواخت تری ارائه می دهد. این ویژگی ها باعث شده است که در ستون ها، دیوارهای برشی، پل ها و سازه های مرتفع کاربرد گسترده ای داشته باشد.
در مقابل، وصله پوششی میلگرد همچنان اقتصادی ترین و رایج ترین روش برای ساختمان های معمولی است و اگر طول وصله میلگرد مطابق آیین نامه رعایت شود، عملکرد قابل قبولی خواهد داشت. همچنین در شرایطی که فاصله بین میلگردها اجازه دهد، استفاده از وصله پوششی غیر تماسی نیز امکان پذیر است. از سوی دیگر، وصله اتکایی میلگرد بیشتر برای انتقال نیروهای فشاری در اعضای خاص به کار می رود و کاربرد آن نسبت به سایر روش ها محدودتر است. بنابراین بهترین انتخاب، روشی است که علاوه بر رعایت الزامات فنی، از نظر هزینه، سرعت اجرا و شرایط پروژه نیز مناسب ترین گزینه باشد.
سوالات متداول
وصله میلگرد یعنی اتصال دو میلگرد به یکدیگر برای ایجاد طول مورد نیاز در آرماتوربندی. این کار زمانی انجام می شود که طول شاخه میلگرد کافی نباشد یا اجرای یکپارچه میلگرد در سازه امکان پذیر نباشد
انواع روش های وصله میلگرد شامل وصله پوششی، وصله مکانیکی، وصله جوشی و وصله فورجینگ است. انتخاب روش به نوع سازه، قطر میلگرد، محل وصله، محدودیت اجرایی و ضوابط آیین نامه بستگی دارد.
وصله پوششی با روی هم قرار گرفتن دو میلگرد در طول مشخص انجام می شود، اما وصله مکانیکی با کوپلر یا قطعه اتصال دهنده اجرا می شود. وصله مکانیکی فضای کمتری اشغال می کند و برای میلگردهای قطور یا تراکم بالای آرماتور مناسب تر است.
از وصله مکانیکی زمانی استفاده می شود که فضای کافی برای اورلپ وجود نداشته باشد یا قطر میلگرد زیاد باشد. همچنین در ستون ها، دیوارهای برشی، فونداسیون های سنگین و پروژه های حساس، این روش دقت و نظم اجرایی بهتری ایجاد می کند.
وصله جوشی میلگرد برای پروژه هایی مناسب است که میلگردها قابلیت جوش پذیری داشته باشند و کنترل کیفی جوش به درستی انجام شود. این روش بیشتر در کارهای صنعتی، سازه های خاص و مواقعی کاربرد دارد که اتصال سریع و مقاوم نیاز باشد.
وصله فورجینگ باعث ایجاد اتصال یکپارچه و مقاوم بین دو میلگرد می شود و مصرف میلگرد را نسبت به اورلپ کاهش می دهد. اما به دستگاه مخصوص، اپراتور ماهر و کنترل دقیق حرارت نیاز دارد و در همه کارگاه ها به راحتی قابل اجرا نیست.
بهترین روش وصله میلگرد با توجه به قطر میلگرد، محل قرارگیری وصله، تراکم آرماتورها، نوع سازه، هزینه اجرا و ضوابط آیین نامه انتخاب می شود. در پروژه های معمولی وصله پوششی رایج تر است، اما در سازه های سنگین و پرتراکم، وصله مکانیکی یا فورجینگ گزینه بهتری است.



































