
سقف عرشه فولادی چیست؟ معرفی محصول، مزایا و کاربرد آن

دسترسی سریع به محتوای این مطلب
سقف عرشه فولادی یکی از روش های نوین ساخت سقف در سازه های ساختمانی است که امروزه به دلیل مزایای فراوان، جایگزین روش های سنتی شده است. این سیستم از ورق های فولادی موجدار (گالوانیزه) ساخته می شود و معمولا به همراه بتن برای افزایش استحکام و کارایی سقف به کار می رود. ترکیب ورق فولادی و بتن باعث می شود این نوع سقف به عنوان سقف مرکب نیز شناخته شود. سرعت نصب بالا، کاهش وزن سازه و مصرف کمتر بتن از جمله ویژگی استفاده از سقف عرشه فولادی است. این نوع سقف ها که با نام های متال دک و Steel Deck Roof نیز شناخته می شوند، به دلیل ساختار مهندسی شده و استفاده از ورق های گالوانیزه، هم در پروژه های ساختمانی بزرگ و هم در پروژه های صنعتی کوچک قابل استفاده اند. با کاهش زمان اجرا و بهبود ایمنی کار، عرشه فولادی یکی از بهترین گزینه ها برای پروژه های سازه ای مدرن است. در ادامه شما را با سقف عرشه فولادی، مزایا و انواع آن آشنا خواهیم کرد.
سقف عرشه فولادی چیست؟
عرشه فولادی به سقفی گفته می شود که از ورق های گالوانیزه موجدار تشکیل شده و به همراه بتن به عنوان یک سیستم مرکب کار می کند. این سقف به عنوان یک پل بین اسکلت فلزی و بتن عمل کرده و با کاهش ضخامت سقف و وزن بار مرده، به بهبود عملکرد سازه کمک می کند. عرشه فولادی سقف به راحتی بر روی تیرآهن ها نصب شده و ورق ها در نقش قالب بتن عرشه عملکرد مناسبی ارائه می دهند و انتخاب صحیح آن معمولاً تحت تأثیر عواملی مانند قیمت آهن قرار می گیرد.
ورق های استفاده شده در این نوع سقف، سطحی صاف و یکپارچه را برای بتن ریزی ایجاد می کنند که باعث می شود نیازی به کف سازی اضافی یا شمع بندی نباشد. ابعاد ورق سقف عرشه فولادی به گونه ای طراحی شده اند که حمل و نقل و نصب آنها بسیار سریع و ساده انجام شود. به طور کلی، این نوع سقف در برابر بارهای سنگین و تنش های حرارتی مقاوم است و به دلیل استفاده از ورق های گالوانیزه، در برابر رطوبت و زنگ زدگی نیز مقاوم است. دیتیل سقف عرشه فولادی دقیقا به نیاز پروژه و نوع ورق های مورد استفاده بستگی دارد.

اجزا تشکیل دهنده سقف عرشه فولادی
اجزای سقف عرشه فولادی شامل پنج نوع مصالح اصلی است. در ادامه شما را با اجزای مختلف سقف عرشه فولادی آشنا خواهیم کرد که بخشی از آن در سیستم سازه عرشه فولادی مورد استفاده قرار می گیرد.
ورق فولادی
ورق عرشه فولادی از مهم ترین مصالح این نوع سقف است که برای ساخت آن ورق فولادی گالوانیزه با ضخامت های 0.8 تا 1.2 میلی متر به وسیله دستگاه هایی به نام رول فرمینگ به روش نورد سرد به حالت موجدار فرم دهی می شود. به صورتی که در مقطع ورق حاصله هر موج به شکل یک ذوزنقه دیده می شود. ارتفاع ذوزنقه ها حداکثر 75 میلی متر است. این توضیح در واقع پاسخ ساده ای برای این پرسش است که ورق عرشه فولادی چیست و چه ویژگی ساختاری دارد ؛ این فرآیند بخشی از عملکرد قالب بتن عرشه در نقش قالب ماندگار و تقویت کننده است. افزون بر این، این ورق ها بر اساس مشخصات ورق عرشه فولادی و معیارهایی مانند ضخامت ورق عرشه فولادی انتخاب می شوند. فرورفتگی ها و برجستگی های این ورق ها باعث درگیری بهتر بین فولاد و بتن می شود. برجستگی هایی بر روی ورق های عرشه فولادی وجود دارد. این برجستگی ها باعث می شود تا انتقال نیروی برشی افقی بین بتن و فولاد به نحو مناسبی در عرشه صورت گیرد.
برشگیر گلمیخ
برشگیرها یا گل میخ های خاصی که در این نوع سقف استفاده می شود به جهت نوع مصالح و روش خاص اجرا، یکی دیگر از نقاط قوت این سقف محسوب می شوند. این گلمیخ ها در اتصال بتن و فولاد مؤثر بوده و نقش مهمی در ساخت دال عرشه و عملکرد سازه ای آن دارند.

آرماتور
آرماتوربندی این نوع سقف یا با استفاده از میلگردهای آجدار شاخه ای و یا با استفاده از مش های آماده و یا استفاده از الیاف های مخصوص بتن انجام می گیرد. تهیه، حمل و ریختن آن باید با دقت خاص و بر اساس آیین نامه های مربوطه باشد. آرماتوربندی در سقف عرشه بخشی از فرآیند مراحل اجرای سقف عرشه فولادی است و نقش مهمی در عملکرد طراحی سقف عرشه فولادی دارد.
بتن
بتن ریزی در سقف های مرکب عرشه فولادی می تواند در تمامی طبقات به طور همزمان و در یک مرحله انجام شود که با توجه به عدم شمع بندی سقف ها اجرای بتن ریزی با سرعت بالایی انجام می گیرد. این بتن ریزی سبب یکپارچه سازی ورق و بتن شده و باعث تشکیل دال عرشه با مقاومت بالا می گردد. همچنین وزن بتن لحاظ شده در این بخش جزئی از محاسبات وزن سقف عرشه فولادی است که در تحلیل سازه باید محاسبه شود.
فلاشینگ
پس از نصب ورق ها به جهت جلوگیری از خروج بتن اطراف سقف ها، دور بازشوها و کناره های راه پله ها، مطابق جزئیات ورق های گالوانیزه L شکلی در اطراف سقف نصب می گردد. در ادامه می توانید جزئیات سقف عرشه فولادی را مشاهده کنید. این مرحله به عنوان بخشی از کنترل کیفیت و جزئیات اجرایی در سیستم سازه عرشه فولادی محسوب می شود و بر اساس معیارهایی مانند حداقل ضخامت سقف عرشه فولادی و عرض ورق عرشه فولادی انجام می گیرد.

نحوه تولید عرشه فولادی
تولید ورق های عرشه فولادی فرآیندی کاملا صنعتی و دقیق است که با استفاده از روش Cold Forming یا شکل دهی سرد انجام می شود. این روش به دلیل کاهش هزینه ها و افزایش سرعت تولید، بسیار پرکاربرد است. در ابتدا، ورق های گالوانیزه به صورت کویل وارد خطوط تولید می شوند و سپس با استفاده از دستگاه های رول فرم، به شکل موج دار و پروفیل های مختلف فرم دهی می شوند. این فرایند بخشی از ساخت سازه عرشه فولادی بوده و مبنای انتخاب برای سیستم های مدرن سقف است. در این مرحله، توجه به عوامل مرتبط با ضخامت عرشه فولادی اهمیت بالایی دارد زیرا ابعاد و شکل نهایی ورق را تحت تأثیر قرار می دهد.
ورق های گالوانیزه پس از مرحله فرمینگ، با استفاده از دستگاه های برش به طول های دلخواه بریده می شوند. ابعاد ورق عرشه فولادی بسته به نیاز پروژه متغیر است، اما معمولا طول این ورق ها بین 1 تا 15 متر است. ضخامت این ورق ها نیز معمولا بین 0.8 تا 1.15 میلی متر است که این تنوع در ضخامت و طول، امکان استفاده از این ورق ها را در پروژه های مختلف فراهم می کند. این بخش از تولید ارتباط مستقیم با تعیین عرض ورق عرشه فولادی و همچنین مقادیر آیین نامه ای مانند حداقل ضخامت سقف عرشه فولادی دارد که در انتخاب ورق مناسب بسیار اثرگذار است.
پس از تولید ورق ها، آن ها به محل پروژه ارسال می شوند و با استفاده از گل میخ به تیرهای سازه متصل می شوند. این روش نصب باعث می شود که ورق ها به عنوان قالب موقت برای بتن ریزی عمل کنند و نیازی به قالب بندی جداگانه نباشد. در نهایت، بتن ریزی روی آن ها انجام می شود و سقف نهایی به دست می آید. این فرآیند که بخش عمدهای از نحوه اجرای سقف عرشه فولادی را تشکیل می دهد، موجب تشکیل یک سیستم مرکب شامل بتن و فولاد شده و عملکرد مناسب مقطع سقف عرشه فولادی را تضمین می کند.

انواع سقف عرشه فولادی
انواع عرشه فولادی به طور کلی به سه دسته اصلی تقسیم می شوند: عرشه فولادی معمولی، عرشه فولادی کامپوزیت و عرشه فولادی قالبی. هر یک از انواع ورق عرشه فولادی به دلیل ویژگی های خاص خود، در شرایط و پروژه های مختلف ساختمانی کاربرد دارند و انتخاب آن ها در عملکرد سقف عرشه فولادی سقف و همچنین تحلیل های مهندسی مانند بارگذاری سقف عرشه فولادی تأثیر مستقیم دارد. این دسته بندی در واقع بخشی از پاسخ به این پرسش است که سقف عرشه فولادی چیست و چرا این سیستم در صنعت ساخت و ساز با نام هایی مانند متال دک سقف و سقف متال دک نیز شناخته می شود.
عرشه فولادی معمولی
یکی از انواع عرشه فولادی گالوانیزه، نوع معمولی است. عرشه فولادی معمولی به سقف هایی اطلاق می شود که برای ایجاد سطح صاف یا شیب دار با شیب کم استفاده می شود. این نوع سقف که در دسته بندی سقف عرشه فلزی نیز قرار می گیرد، به چند دسته مختلف تقسیم می شود:
- عرشه فولادی نوع A: این نوع شامل ورق های فلزی با دندانه های باریک است که برای کاربردهای خاص طراحی شده است.
- عرشه فولادی نوع B: ورق های فلزی با دندانه های پهن، که به طور معمول برای سقف هایی با بارهای سنگین تر مورد استفاده قرار می گیرند.
- عرشه فولادی نوع F: ورق های فلزی با دندانه های معمولی که در پروژه های عمومی و مسکونی کاربرد دارند.
- عرشه فولادی نوع N: این نوع ورق ها با دندانه های عمیق و پهن برای سقف هایی با نیاز به مقاومت بالاتر طراحی شده اند.
عرشه فولادی کامپوزیت
عرشه فولادی کامپوزیت به نوعی از سقف ها گفته می شود که در آن ها برجستگی ها و فرورفتگی های بیشتری ایجاد می شود تا یکپارچگی بیشتری بین دال بتنی و عرشه فولادی به وجود آید. انواع عرشه فولادی براساس نوع کامپوزیت به صورت زیر است.
- عرشه فولادی SB: که به خاطر طراحی خاص خود، امکان اتصال بهتر و انتقال نیروهای بار به دال بتنی را فراهم می آورد.
- عرشه فولادی SBR: این نوع مشابه عرشه SB است، اما دندانه ها به صورت معکوس طراحی شده اند که ویژگی های مکانیکی متفاوتی را ارائه می دهد.
عرشه فولادی قالبی
عرشه فولادی قالبی به دلیل طراحی خاص، نصب و استفاده از آن نسبت به سایر انواع آسان تر است و نیازی به قالب های چوبی ندارد. این نوع به سه دسته تقسیم می شود:
- عرشه فولادی S3: نوعی از عرشه قالبی با طراحی خاص که به تسریع در عملیات ساخت و کاهش هزینه ها کمک می کند.
- عرشه TF 75: این نوع دارای ویژگی هایی است که امکان استفاده آسان و سریع در پروژه های مختلف را فراهم می آورد.
- عرشه فولادی TF 150: طراحی شده برای پروژه هایی که نیاز به مقاومت و دوام بالا دارند و از ورق های با ضخامت بیشتر بهره می برد.
هر یک از این انواع عرشه فولادی و سقف متال دک به دلیل ویژگی های منحصر به فرد خود، در پروژه های ساختمانی مختلف کاربرد دارند و می توانند به بهبود کیفیت و کارایی سازه های مختلف کمک کنند.

مقایسه سقف مرکب معمولی با سقف مرکب عرشه فولادی
امروزه استفاده از قالب های ماندگار موسوم به عرشه فولادی در اجرای سقف های مرکب عمومیت پیدا کرده است. مزیت اصلی استفاده از این روش افزایش سرعت اجرا در مقایسه با روش استفاده از قالب های موقت است. در این نوع سقف به جز موارد استثنا در اغلب اوقات کنگره عرشه ها عمود بر جهت تیرچه ها و موازی با شاه تیرها قرار می گیرد. این سیستم که در استانداردهای مهندسی با عنوان سقف عرشه فولادی به انگلیسی (Steel Deck) نیز شناخته می شود، بخش مهمی از عملکرد عرشه فولادی سقف را تشکیل می دهد.
دلیل این موضوع نیز این است که ورق های کنگره دار در اجرای سقف مرکب عرشه فولادی عمود بر محور تیر عملکرد بهتری نسبت به اجرای عرشه فولادی موازی با محور تیر از خود نشان می دهند. ورق های به کار رفته در عرشه فولادی به منظور افزایش سختی خم می شوند تا قابلیت تحمل وزن بتن را داشته باشند. شکل زیر مقطعی از سقف مرکب عرشه فولادی را نمایش می دهد.
ورق عرشه فولادی مهم ترین بخش متمایز سقف های مرکب عرشه فولادی از دیگر انواع سقف های مرکب است. این نوع از ورق های فولادی عموما با پوشش گالوانیزه با ضخامت 0.8 تا 1.2 میلی متر تشکیل شده است که توسط ماشین آلات نورد سرد به صورت یک پروفیل با سطح مقطع کنگره ای ذوزنقه شکل، فرم داده می شود و در انواع بسیار متنوعی قابل تولید است. انتخاب صحیح ورق ها تأثیر مستقیمی بر مقاومت و وزن عرشه فولادی دارد.

تفاوت بین سقف های مرکب در شکل هندسی مقطع، عمق پروفیل، ابعاد بال و جان، زوایای خم ها، عرض مفید پروفیل، تعداد کنگره، نوع، شکل و نحوه قرارگیری آج ها نسبت به یکدیگر و میزان برآمدگی آج ها هستند. عرشه های فولادی به عنوان قالب های ماندگار دال بتنی قابلیت پوشش دهانه دال را که در واقع همان فاصله بین تیرهای مرکب عمود بر عرشه فولادی است دارا هستند. در برخی پروژه ها بسته به نیاز معماری، استفاده از سیستم هایی مانند قالب قوسی عرشه نیز رواج دارد که باعث افزایش تنوع در اجرای سقف های مرکب می شود.
نکته قابل توجه اینکه عرشه های فولادی نسبت به سایر قالب های دیگر به علت جنس و سطح مقطع آن، دهانه های با طول بیشتری را بدون نیاز به شمع بندی پوشش می دهد. البته طول دهانه های سقف عرشه فولادی قابل پوشش هر عرشه به عواملی از جمله عمق، ضخامت و شکل هندسی مقطع عرشه فولادی و بارهای وارده هنگام ساخت بستگی دارد. شناخت این ویژگی ها برای تصمیم گیری در فرآیند خرید سقف عرشه فولادی و ارزیابی فناوری های مختلف نظیر اینکه سقف متال دک چیست نیز اهمیت زیادی دارد. عرشه های فولادی از لحاظ عملکرد سازه ای به دو دسته مرکب و غیر مرکب تقسیم بندی می گردند.
عرشه فولادی غیر مرکب
عرشه فولادی در سقف غیر مرکب، فقط به عنوان قالب دال بتنی استفاده می شوند. این عرشه ها مانند شکل زیر بدون آج یا دارای آج ضعیف هستند. لذا دارای رفتار مرکب با دال بتنی نیستند و دال بتنی به روش متداول طراحی می شود؛ بنابراین باید از آرماتور کششی در مقطع تحتانی عرشه فولادی جهت تقویت دال بتنی استفاده گردد. تصویر زیر نشان دهنده یک عرشه فولادی غیر مرکب است.

عرشه فولادی مرکب
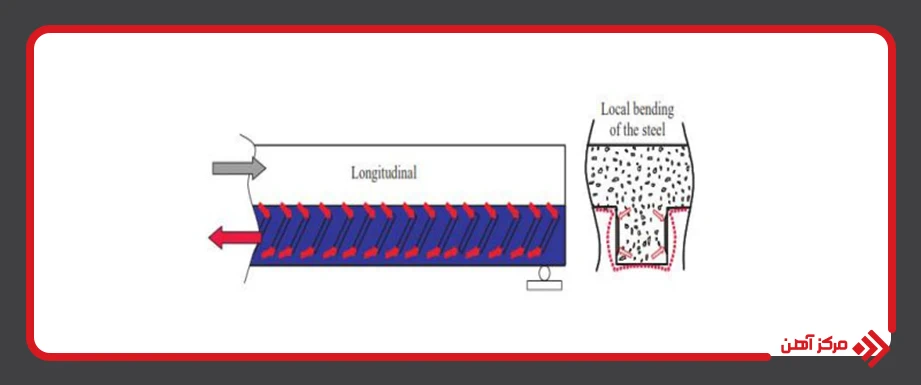
سقف مرکب چیست؟ این نوع عرشه ها کامل ترین نوع عرشه به لحاظ قدرت باربری و عملکرد هستند؛ دارای آج ها و برجستگی های متنوع در بدنه خود بوده و لذا با دال بتنی به صورت مرکب عمل می نمایند و علاوه بر دارا بودن کارایی عرشه های غیر مرکب مهم ترین مزیت آن، استفاده از عرشه در نقش آرماتور کششی تحتانی است. این ویژگی متمایز به علت وجود برجستگی یا آج بر روی عرشه ها است. نقش آج ها اتصال مکانیکی بین دال و عرشه مطابق شکل زیر جهت تحمل نیروی برشی پیوستگی بین دال و عرشه فولادی است. نکته مهم در این نوع عرشه ها وجود دو نوع آج نقطه ای و پیوسته بر روی عرشه است.
نقش آج نقطه ای، جلوگیری از نیروی افقی لغزش بین دال بتنی و عرشه فولادی و نقش آج پیوسته جلوگیری از نیروی قائم بلندشدگی دال بتنی از عرشه فولادی است. در سقف های دارای این نوع عرشه فولادی علاوه بر اینکه دال بتنی و تیرهای فولادی دارای عملکرد مرکب با یکدیگر هستند، دال بتنی و عرشه فولادی نیز با یکدیگر مرکب عمل می نمایند. لذا در این سقف ها با توجه به رفتار مرکب در تمام اجزای آن از مصالح فولاد و بتن به نحو موثر و بهینه ای استفاده شده است. این نوع سقف دارای کمترین وزن بتن و فولاد است. شایان ذکر است رفتار کاملا مرکب عرشه های فولادی بستگی به طراحی آج ها از لحاظ شکل هندسی، آرایش و نحوه قرارگیری بر روی عرشه فولادی و میزان برآمدگی آج دارد. نحوه عملکرد آج های عرشه فولادی در برابر نیروی برشی پیوستگی دال به شکل زیر است:
به طور کلی تحلیل و طراحی تیرهای مرکب با عرشه فولادی تفاوت زیادی با تیرهای مرکب با دال ضخامت ثابت، ندارد. در زیر به برخی از این تفاوت ها اشاره می شود:
- حذف قالب بندی در سقف مرکب عرشه فولادی و سرعت در اجرای آن (و رفع یکی از مشکلات اجرایی ساختمان در سقف های مرکب معمولی)
- بازگشت سریع سرمایه به لحاظ کاهش زمان اجرا و افزایش سرعت اجرا در سقف های مرکب عرشه فولادی نسبت به سقف های مرکب معمولی
- امکان اجرای سقف و بتن ریزی سقف عرشه فولادی در کلیه طبقات ساختمان به صورت همزمان در سقف های مرکب عرشه فولادی نسبت به سقف های مرکب معمولی
- کاهش تعداد تیرهای فرعی در سقف های مرکب عرشه فولادی نسبت به سقف های مرکب معمولی
- کاهش هزینه نصب تیرهای فرعی به دلیل کاهش تعداد تیرهای فرعی در سقف های مرکب عرشه فولادی نسبت به سقف های مرکب معمولی
- کاهش آرماتور مورد نیاز در سقف های مرکب عرشه فولادی نسبت به سقف های مرکب معمولی
- با کم شدن وزن سازه در ساختمان های ساخته شده با سقف مرکب عرشه فولادی نسبت به ساختمان های مرکب معمولی و کاهش صدمات وارده بر ساختمان هنگام زلزله
جدول مقایسه مشخصات سقف مرکب عرشه فولادی با سقف کامپوزیت
| شرح | کاهش مصرف فولاد در سازه فولادی (به جز سقف) kg | وزن kg\m2 | تیرهای فرعی تا دهانه 6 متر | تیرهای فرعی تا دهانه 3 متر | قالب بندی سقف | میلگرد مورد نیاز سقف kg\m2 | حجم بتن سقف kg\m2 | زمان اجرا برای سطح برابر به ازای هر روز |
|---|---|---|---|---|---|---|---|---|
| سقف کامپوزیت | ندارد | 260 | 5 | 2 | دارد | 5 | 10 | 11 |
| سقف عرشه فولادی | 10- | 214 | 0 | 1 | ندارد | 2 | 8 | 1 |
| مقایسه عمودی | صرفه جویی در مصرف آهن و هزینههای اجرایی | 46 کیلوگرم تقلیل وزن سازه | کاهش چشمگیر سقف و به تبع آن کاهش هزینه اجرا و آهن تیرهای فرعی | حذف تمام هزینههای قالب بندی | صرفه جویی در مصرف میلگرد | صرفه جویی در مصرف بتن سقف | 11 برابر سریعتر در زمان اجرا | |
ابعاد سقف عرشه فولادی
ابعاد و مشخصات فنی ورق عرشه فولادی یکی از نکات مهم در طراحی سقف و عرشه فولادی و اجرای این نوع سقف هاست. ورق های عرشه فولادی معمولا با عرض 1.25 متر و ضخامت های مختلفی تولید می شوند. ضخامت سقف عرشه فولادی معمولا بین 0.8 تا 1.15 میلی متر متغیر است که بسته به نیاز و نوع سازه انتخاب می شود. این ابعاد به طراحان این امکان را می دهد که بهترین انتخاب را برای پروژه های مختلف داشته باشند.
عرض مفید ورق های سقف عرشه فولادی معمولا 0.92 متر است و طول هر ورق ممکن است از 1 تا 15 متر متغیر باشد. این قابلیت تنظیم طول ورق عرشه فولادی به سازندگان این امکان را می دهد که با توجه به ابعاد و نیازهای خاص پروژه، ورق ها را به اندازه مناسب برش دهند. در نتیجه، سازه های ساخته شده با این نوع سقف، دقت بالا و کیفیت مطلوبی خواهند داشت.
ضخامت سقف عرشه فولادی یکی از ویژگی های کلیدی این سقف ها است. ضخامت مناسب ورق ها می تواند تاثیر زیادی بر مقاومت و استحکام سقف داشته باشد. انتخاب ضخامت مناسب به عواملی همچون بارهای اعمالی، شرایط محیطی و نیازهای ساختاری پروژه بستگی دارد. به همین دلیل، کارشناسان معمولاً بر اساس محاسبات دقیق، ضخامت مناسب را برای هر پروژه انتخاب میکنند.
ابعاد عرشه فولادی و ضخامت آن ها در طراحی سقف های عرشه فولادی نقش مهمی دارد. انواع سایز عرشه فولادی گالوانیزه باید به گونه ای انتخاب شوند که نه تنها نیازهای سازه ای را برآورده کنند، بلکه از نظر اقتصادی نیز به صرفه باشند. با توجه به اینکه نوسانات قیمت عرشه فولادی و قیمت سقف عرشه فولادی می تواند تاثیر زیادی بر هزینه های پروژه بگذارد، توجه به ابعاد ورق گالوانیزه عرشه فولادی و ضخامت مناسب اهمیت زیادی دارد. برای اطلاع دقیق تر از ابعاد و مشخصات فنی ورق عرشه فولادی فولاد غرب و سایر کارخانجات می توانید به جداول موجود در سایت مرکزآهن مراجعه کنید.
کاربرد سقف عرشه فولادی
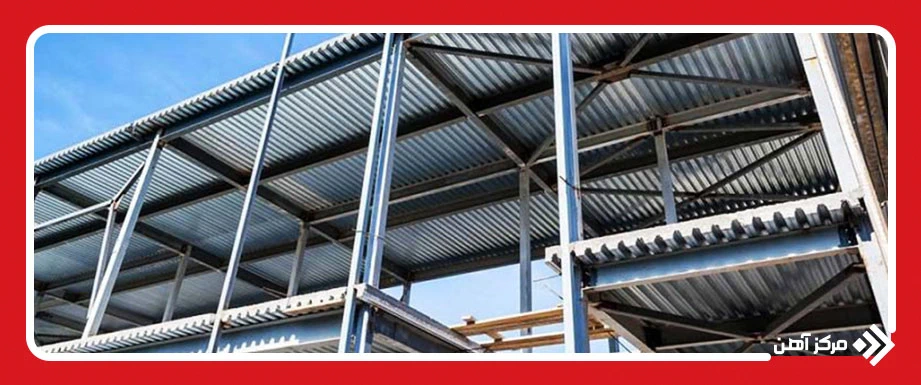
سقف عرشه فولادی در اسکلت بتنی به دلیل ویژگی های خاص آن، انتخاب مناسبی برای پروژه های ساختمانی است. این نوع سقف به دلیل سبک بودن و قابلیت باربری بالا، به راحتی بر روی اسکلت های بتنی نصب می شود. اجرای سقف عرشه فولادی در این نوع سازه ها می تواند سرعت ساخت و ساز را افزایش دهد و هزینه های اضافی را کاهش دهد. در بسیاری از پروژه ها، این سیستم با عنوان سقف متال دک در سازه بتنی نیز شناخته می شود و نقشی مهم در کاهش بار مرده و بهبود عملکرد سازه دارد.
در سقف عرشه فولادی در اسکلت فلزی، ورق های عرشه فولادی به راحتی به تیرهای فلزی متصل می شوند. این اتصال با استفاده از گل میخ ها و جوش های مناسب صورت می گیرد و به این ترتیب، یکپارچگی سازه تضمین می شود. استفاده از سقف عرشه فولادی در اسکلت فلزی به دلیل قابلیت تحمل بارهای بالا و سبک بودن آن، به طور گسترده ای مورد استفاده قرار می گیرد و معمولاً توسط مجموعه های متخصص در حوزه پیمانکاری سقف عرشه فولادی انجام می شود.
سقف عرشه فولادی در سازه بتنی نیز به عنوان یکی از گزینه های مناسب برای کاهش بار مرده و سرعت اجرای پروژه ها شناخته می شود. در این نوع سازه ها، سقف عرشه فولادی به عنوان قالب بتن ریزی عمل کرده و بعد از سخت شدن بتن، به عنوان یک قسمت از سازه بتن باقی می ماند. این ویژگی به کاهش هزینه های اجرای قالب بندی و تسریع در روند ساخت و ساز کمک می کند. سقف های عرشه فولادی با ارائه مزایای متعددی مانند کاهش وزن سازه و مصرف کمتر بتن، به یکی از انتخاب های محبوب در پروژه های ساختمانی تبدیل شده اند. این نوع سقف ها به دلیل قابلیت اجرای سریع و آسان در انواع سازه های بتنی و فلزی، در بسیاری از پروژه های مدرن و صنعتی به کار میروند.

مزایا و معایب سقف عرشه فولادی
در ادامه با مزایا و معایب سقف عرشه فولادی آشنا خواهیم شد. در ابتدا به معرفی مزایای این سقف خواهیم پرداخت. در ابتدا به معرفی مزایای این سقف خواهیم پرداخت. توجه به این مزایا معمولاً در تعیین قیمت اجرای سقف عرشه فولادی نیز تأثیرگذار است.
- سرعت اجرا
با توجه به سرعت بالای تولید عرشه و پوشش steel deck roof و امکان بتن ریزی چند سقف به صورت همزمان، مدت زمان ساخت به شدت کوتاه خواهد شد. این موضوع در پروژه هایی که زمان فاکتور مهمی است، باعث کاهش هزینه های زمانی و حتی کاهش دستمزد اجرای سقف عرشه فولادی می شود.
- کنترل بارهای حین اجرا
این ورق فولادی بدون نیاز به شمع بندی نیز قابلیت تحمل بارهای حین اجرا را داشته و به عنوان سکوی کار، مورد استفاده قرار می گیرد. این مورد یکی از مهم ترین قابلیت های سقف های عرشه فولادی محسوب می شود و در مقایسه های فنی مانند مقایسه قیمت سقف عرشه فولادی با تیرچه بلوک نیز یک مزیت مهم به شمار می رود.
- مقاومت در برابر آتش سوزی
آیین نامه های بسیار زیادی برای تعیین میزان مقاومت در برابر آتش سوزی سقف های عرشه فولادی وجود دارد که بر اساس آنها می توان با توجه به حساسیت و کاربری سازه، میزان مقاومت در برابر آتش را مشخص نمود.
- مقاومت در برابر شرایط جوی
سقف های عرشه فولادی با امکان کنترل میزان پوشش گالوانیزه روی ورق ها در تمامی شرایط آب و هوایی بدون افزایش قابل ملاحظه هزینه های اجرایی قابل استفاده هستند.
- زیبایی ظاهری
با وجود این که سقف های عرشه فولادی اصولا المان های سازه ای هستند اما به دلیل پوشش گالوانیزه و داشتن فرم های مختلف از لحاظ بصری نیز جذاب بوده و به کمک یک پوشش مناسب، دوام بالا، نگهداری آسان و زیبایی فوق العاده ای دارند.
برخی معایب سقف عرشه فولادی به شرح زیر است:
- در صورت استفاده سازه ای از این نوع عرشه، نیاز به محافظت در برابر آتش است.
- در مقایسه با دیگر روش های ساخت سقف، در این روش اجرا، رطوبت ناشی از بتن تر، می تواند مضر باشد.
- به دلیل ضخامت کم سقف در برابر صدا عایق مناسبی نیست.
- ورق های کنگره دار در اجرای تیر مرکب با عرشه فولادی موازی محور تیر، ظرفیت باربری چندانی ندارد و ورق، نقش قالب و پایه را به خوبی ایفا نمی کند. در این نحوه اجرا سقف عرشه فولادی، استفاده از پایه های موقت ضروری است.
سقف عرشه فولادی یکی از سریع ترین و مقاوم ترین سیستم های سقف سازی است که با ترکیب ورق گالوانیزه و بتن اجرا می شود. این سقف با حذف قالب بندی و شمع گذاری، زمان ساخت را به طور قابل توجهی کاهش می دهد و وزن سازه را کم می کند. وجود آج ها و گلمیخ ها باعث عملکرد مرکب و افزایش مقاومت خمشی و برشی سقف می شود. به دلیل دوام بالا، صرفه اقتصادی و کاربرد وسیع، این سیستم یکی از بهترین گزینه ها برای سازه های مدرن است.
سوالات متداول
سقف عرشه فولادی نوعی سقف است که از ورق های گالوانیزه موجدار به عنوان قالب و بخشی از سازه استفاده می شود و برای افزایش سرعت اجرا، کاهش وزن سازه و تسهیل بتن ریزی به کار می رود.
انواع سقف عرشه فولادی شامل عرشه فولادی معمولی، عرشه فولادی کامپوزیت و عرشه فولادی قالبی است که هر کدام ویژگی های خاص خود را دارند.
مزایای سقف عرشه فولادی شامل سرعت بالای اجرا، کاهش وزن سازه و هزینه های کمتر بوده در حالی که معایب آن شامل نیاز به تخصص در نصب و افزایش هزینه های اولیه ورق گالوانیزه است.
بله؛ از نظر سرعت اجرا، وزن کمتر، ایمنی بیشتر و عملکرد لرزه ای برتری دارد، اما هزینه اولیه بیشتری دارد.
بسته به ضخامت ورق، گل میخ، بتن و دستمزد متغیر است ولی معمولاً از سقف های سنتی سریع تر و اقتصادی تر تمام می شود.
در صورت طراحی صحیح، لرزش محسوس ندارد؛ لرزش معمولاً به دلیل کمبود سختی تیرها یا اجرای نامناسب ایجاد می شود.
بله؛ به دلیل وزن کم، سرعت بالا و عملکرد لرزه ای مناسب، یکی از بهترین گزینه ها برای برج ها و سازه های مرتفع است.
ورق ها مانند قالب ماندگار عمل کرده و بتن ریزی مستقیم روی آن ها بدون شمع بندی و در یک مرحله انجام میشود.










- ارسال شده توسط :حسینی6 سال پیشممنون ...اطلاعات جامع بود