
راهنمای جامع جوشکاری لوله پلی اتیلن

دسترسی سریع به محتوای این مطلب
جوشکاری لوله پلی اتیلن یکی از روش های اصلی اتصال این لوله ها در صنایع مختلف مانند آبرسانی، گازرسانی و فاضلاب است. این فرآیند به روش هایی مانند جوش لب به لب (بات فیوژن) و الکتروفیوژن انجام می شود که هرکدام مزایا و کاربردهای خاص خود را دارند. در این راهنما، انواع روش های جوشکاری، تجهیزات مورد نیاز و مراحل اجرای صحیح جوشکاری لوله های پلی اتیلن را بررسی می کنیم.
انواع روش های جوشکاری لوله پلی اتیلن
جوشکاری لوله پلی اتیلن آب به روش های مختلفی انجام می شود. برخی از افراد پیش از شروع پروژه جوشکاری، به دلیل اهمیت هزینه ها، به قیمت لوله پلی اتیلن توجه ویژه ای دارند تا انتخاب بهینه ای داشته باشند. در ادامه انواع روش های جوشکاری لوله پلی اتیلن را معرفی و بررسی می کنیم.
۱.جوش لب به لب : (Butt Fusion)در این روش با توجه به دستورالعمل جوشکاری لوله های پلی اتیلن، دو سر لوله با استفاده از دستگاه جوش لب به لب تحت حرارت قرار گرفته و پس از ذوب شدن، با اعمال فشار به یکدیگر متصل می شوند. این نوع جوشکاری در خطوط لوله با قطر بالا بسیار رایج است و اتصالی مقاوم، بدون نشتی و یکنواخت ایجاد می کند. از مهم ترین مزایای این روش، استحکام بالا و هزینه پایین در مقایسه با سایر روش ها است.

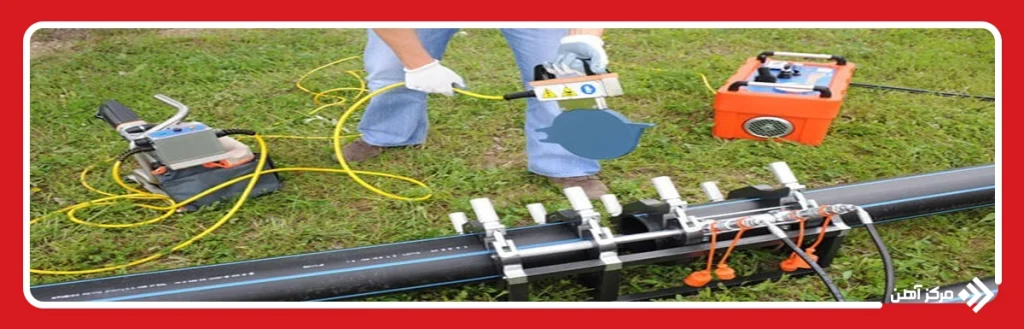
۲. جوش الکتروفیوژن: (Electrofusion Welding) در این روش از اتصالات مخصوصی استفاده می شود که دارای سیم پیچ های گرمایشی داخلی هستند. با عبور جریان الکتریکی، این سیم ها گرم شده و موجب ذوب شدن لوله و اتصال محکم آن ها می شود. جوش الکتروفیوژن بیشتر در پروژه های گازرسانی و فاضلاب استفاده می شود، زیرا دقت بالا و مقاومت خوبی در برابر فشارهای داخلی ایجاد می کند.
۳. جوشکاری اکستروژن : (Extrusion Welding) روش اکستروژن، بیشتر برای اتصال لوله های پلی اتیلن به صفحات یا سطوح دیگر مانند مخازن و ورق های پلی اتیلنی استفاده می شود. در این فرآیند، دستگاه اکستروژن مواد مذاب پلی اتیلن را در محل اتصال تزریق کرده و جوش را ایجاد می کند. جوش اکستروژن برای ساخت مخازن پلی اتیلن و ترمیم لوله های معیوب کاربرد دارد.
۴. جوشکاری سوکت فیوز : (Socket Fusion Welding)این روش برای لوله هایی با قطر کوچک (زیر ۱۲۵ میلی متر) کاربرد دارد. در این فرآیند، اتصال سوکتی و لوله گرم شده و سپس در یکدیگر قرار داده می شوند تا پس از خنک شدن اتصال محکم برقرار شود. جوشکاری سوکت فیوژن در شبکه های آبرسانی و خطوط لوله کم فشار به کار می رود.
۵. جوشکاری لب به لب دستی : (Manual Butt Fusion)این روش مشابه جوش لب به لب است، اما به صورت دستی و با ابزارهای ساده انجام می شود. جوشکاری دستی معمولا برای تعمیرات و پروژه های کوچک استفاده می شود.
تجهیزات مورد نیاز برای جوشکاری لوله های پلی اتیلن
جوشکاری لوله های پلی اتیلن نیازمند تجهیزات و ابزارهای تخصصی است تا اتصالی مقاوم و بدون نقص ایجاد شود. انتخاب صحیح تجهیزات نقش مهمی در کیفیت و دوام جوش دارد. در ادامه، درباره تجهیزات اصلی مورد نیاز برای جوشکاری لوله های پلی اتیلن توضیح می دهیم.
- دستگاه جوش لب به لب
این دستگاه شامل اجزای مختلفی مانند صفحات حرارتی، فک های نگهدارنده، جک هیدرولیک و سیستم کنترل است. عملکرد این دستگاه به این صورت است که دو سر لوله را در فک ها قرار داده، آن ها را گرم کرده و سپس با اعمال فشار به یکدیگر متصل می کند.
- دستگاه جوش الکتروفیوژن
این دستگاه برای اتصال لوله ها از طریق کوپلرهای الکتروفیوژن استفاده می شود. دستگاه جوش الکتروفیوژن دارای منبع تغذیه الکتریکی، کابل های اتصال و سیستم کنترلی برای تنظیم ولتاژ و جریان مورد نیاز است.
- صفحات حرارتی (Heating Plates)
صفحات حرارتی برای گرم کردن انتهای لوله ها در روش جوش لب به لب استفاده می شوند. این صفحات دارای روکش تفلون هستند تا از چسبیدن پلی اتیلن مذاب جلوگیری کنند. دمای صفحات حرارتی باید بر اساس استانداردهای جوشکاری تنظیم شود تا اتصال مناسبی ایجاد گردد.
- رنده یا تراشنده لوله (Facing Tool or Scraper)
قبل از جوشکاری، سطوح لوله باید از آلودگی ها و اکسیدها پاک شوند. برای این کار، از دستگاه رنده (در روش لب به لب) یا ابزارهای خراشنده (در روش الکتروفیوژن) استفاده می شود. این مرحله برای جلوگیری از نقص در جوشکاری ضروری است.
- ابزار نگهدارنده و تراز کننده (Pipe Clamps & Alignment Tools)
برای جلوگیری از جابجایی لوله ها در حین جوشکاری، از فک های نگهدارنده و تراز کننده استفاده می شود. این ابزارها باعث ایجاد هم ترازی دقیق بین لوله ها شده و کیفیت جوش را افزایش می دهند.
- ژنراتور برق (Power Generator)
برای تأمین انرژی مورد نیاز دستگاه های جوشکاری، به ویژه در مناطق دور افتاده، از ژنراتور برق استفاده می شود. این ژنراتورها باید توان کافی برای تأمین برق دستگاه های جوش را داشته باشند.
- ابزارهای اندازه گیری (Measuring Instruments)
- دماسنج دیجیتال: برای کنترل دمای صفحات حرارتی
- کولیس و گیج اندازه گیری: برای بررسی دقت هم ترازی و قطر لوله ها
- تایمر: برای کنترل دقیق زمان های حرارت دهی و خنک سازی
- دستکش و تجهیزات ایمنی (Safety Equipment)
- دستکش نسوز: برای محافظت از دست در برابر حرارت
- عینک ایمنی: جلوگیری از ورود ذرات به چشم
- لباس کار مقاوم در برابر حرارت و جرقه
قیمت آهن به عنوان ماده اولیه برای اتصالات و تجهیزاتی که در جوشکاری لوله های پلی اتیلن استفاده می شود، ممکن است بر هزینه کلی پروژه تأثیرگذار باشد.

مراحل اجرای صحیح جوشکاری
اجرای صحیح جوشکاری تضمین کننده استحکام، دوام و عدم نشتی در سیستم لوله کشی است. در ادامه، مراحل اجرای صحیح جوشکاری لوله های پلی اتیلن را به تفصیل بیان می کنیم.
۱. آماده سازی اولیه
- برش دقیق لوله ها: ابتدا لوله های پلی اتیلن باید به طول های مورد نیاز برش داده شوند. برش باید کاملا عمود بر محور لوله و بدون ایجاد لبه های ناهموار باشد تا اتصال بهتری فراهم شود.
- پاک سازی سطوح اتصال: سطوح داخلی و خارجی لوله ها در محل اتصال باید از هرگونه آلودگی، گرد و غبار، روغن و رطوبت پاک شوند. استفاده از حلال های مناسب برای تمیزکاری توصیه می شود.
۲. هم ترازی و تثبیت لوله ها
- قرار دادن لوله ها در دستگاه جوش: لوله ها را در فک های دستگاه جوش قرار داده و مطمئن شوید که هم ترازی دقیق بین آن ها برقرار است. هرگونه ناهماهنگی می تواند منجر به جوش نامناسب شود.
- تثبیت لوله ها: با استفاده از گیره ها و ابزارهای نگهدارنده، لوله ها را در موقعیت ثابت نگه دارید تا در حین جوشکاری جا به جا نشوند.
۳. تراشیدن سطوح انتهایی
استفاده از رنده یا تراشنده: برای اطمینان از صاف و هموار بودن سطوح انتهایی لوله ها، از رنده یا تراشنده مخصوص استفاده کنید. این کار به حذف لایه های اکسیدی و ناهمواری ها کمک می کند.
۴. گرم کردن سطوح انتهایی
- تنظیم دمای صفحه حرارتی: دمای صفحه حرارتی را بر اساس ضخامت و نوع لوله تنظیم کنید. دمای معمول برای جوشکاری لوله های پلی اتیلن بین ۲۰۰ تا ۲۲۰ درجه سانتی گراد است.
- گرم کردن لوله ها: سطوح انتهایی لوله ها را به مدت زمان مشخصی (بسته به ضخامت لوله) در تماس با صفحه حرارتی قرار دهید تا به دمای ذوب مناسب برسند.
۵. اتصال و اعمال فشار
- برداشتن صفحه حرارتی: پس از رسیدن به دمای مطلوب، صفحه حرارتی را به سرعت و با دقت بردارید تا سطوح مذاب خنک نشوند.
- اتصال لوله ها: بلافاصله سطوح مذاب را به یکدیگر متصل کرده و فشار مناسبی اعمال کنید تا مواد مذاب در هم آمیخته شوند.

۶. خنک سازی
- نگه داشتن فشار: فشار اعمال شده را تا زمانی که اتصال به دمای محیط برسد و مواد مذاب کاملا جامد شوند، حفظ کنید.
- زمان خنک سازی: مدت زمان خنک سازی بسته به ضخامت لوله و شرایط محیطی متفاوت است، اما به طور معمول بین ۱۰ تا ۲۰ دقیقه طول می کشد.
۷. بازرسی نهایی
- بررسی ظاهری: پس از خنک شدن، جوش را از نظر یکنواختی، عدم وجود ترک و نشتی بررسی کنید.
- آزمایش فشار: برای اطمینان از استحکام اتصال، آزمایش فشار هیدرواستاتیک انجام
یکی از عواملی که می تواند بر انتخاب روش جوشکاری لوله های پلی اتیلن تأثیر بگذارد، قیمت لوله است که بسته به نوع و ضخامت لوله متغیر است.
سخن آخر
جوشکاری لوله های پلی اتیلن نیازمند استفاده از روش های صحیح، تجهیزات تخصصی و رعایت مراحل دقیق است. انتخاب روش مناسب، استفاده از تجهیزات با کیفیت و پیروی از دستورالعمل های اجرایی، کیفیت جوش را تضمین می کند. توجه به این نکات موجب بهبود عملکرد سیستم های لوله کشی و افزایش طول عمر آن ها می شود.
سوالات متداول
کیفیت جوشکاری لوله های پلی اتیلن تحت تأثیر عواملی چون دمای جوشکاری، فشار و زمان جوشکاری، و کیفیت مواد اولیه قرار دارد. استفاده از مواد با کیفیت، دمای صحیح و فشار مناسب برای ایجاد اتصالات محکم و بدون عیب ضروری است.
عیوب جوشکاری لوله های پلی اتیلن را می توان از طریق بازرسی ظاهری شناسایی کرد. بررسی سطح لوله برای شناسایی ناصافی، حباب ها و تاول ها مهم است. همچنین، تست های غیرمخرب مانند آنالیز بافت برای شناسایی مشکلات در لایه های داخلی لوله مفید هستند.
جوشکاری لوله های پلی اتیلن در دماهای مختلف ممکن است اما نیاز به تنظیمات خاص دارد. در دماهای پایین، پیش گرمایش لوله ها ضروری است و در دماهای بالا، زمان خنک سازی باید بیشتر در نظر گرفته شود تا جوش های با کیفیت حاصل شود.





















