
بررسی عیوب ریخته گری فولاد و شمش

دسترسی سریع به محتوای این مطلب
امروزه فولادها به عنوان اصلیترین و پرمصرفترین آلیاژ در صنایع مختلف برای تولید میلگرد، تیرآهن و سایر مقاطع فولادی کاربرد دارند. این آلیاژ پرکاربرد تاثیر بسزایی در قیمت میلگرد و تیرآهن که محصول نهایی هستند دارد .در سال 2015 میزان تولید انواع فولادها در کره خاکی بالغ بر 622/1 میلیارد تن در سال که نشان دهنده مصرف روز افزون انواع فولاد است. 1/96 درصد فولاد تولیدی در جهان معادل 546/1 میلیارد تن به روش ریخته گری مداوم تولید می گردد. عیوب موجود بر سطح شمش و فولاد به طور مستقیم بر کیفیت نهایی محصولاتی همچون میلگرد تاثیرگذار است. بنابراین اطلاع از این عیوب و روشهای رفع آن موجب تولید محصولی با کیفیت خواهد شد. در ادامه قصد داریم شما را با لیست کامل عیوب ریخته گری فولاد و عیوب شمشهای فولادی آشنا نموده و روشهای رفع این مشکلات را بیان کنیم. برای اطلاع از قیمت شمش آهن میتوانید به لینک مربوطه مراجعه کنید.
بررسی اجمالی انواع عیوب ریخته گری فولاد
در ابتدا به بررسی انواع محصولات ریخته گری میپردازیم:
- شمشال (بیلت Billet) شمش چهارگوش مربع یا گرد یا چند وجهی با حداکثر مقطع 150*150 میلی متر یا 6 اینچ یا سطح مقطع 225 سانتی متر مربع
- شمشه (بلوم Bloom) شمش چهارگوش یا مستطیل یا چند وجهی با حداقل مقطع 150*150 میلی متر یا 6 اینچ یا سطح مقطع 225 سانتی متر مربع
- تختال (slab) شمش مستطیل با حداقل مقطع 150*300 میلی متر یا 612 اینچ
- تختال میانی (Intermediate Slab) شمش مستطیل با حداقل مقطع 75*150 میلی متر یا 36 اینچ
- تختال نازک (Thin Slab) شمش مستطیل با حداقل مقطع 76*38 میلی متر یا 1/35 اینچ
- ورق (Strip) ورق ریخته گری شده با ضخامت حداکثر 6 میلی متر یا 25 اینچ
- گرد (Round) شمش گرد با قطر مشخص
- بلوکه تیرآهن (Conventional beam blank) بلوکه اولیه جهت نورد تیرآهن که موجب کاهش هزینه های نورد با حذف قفسه های اولیه می شود.
- اشکال نزدیک به شکل نهایی (Near Net Blank)
بلوکه جهت نورد که بسیار نزدیک به مقطع موردنظر محصول نورد است موجب کاهش هزینههای نورد با حذف قفسههای اولیه و میانی میشود. ( این بلوکهها اغلب برای تولید تیرآهن به کار میروند). برای اطلاع بیشتر از تفاوت این محصولات میتوانید به مقاله تفاوت شمش، بیلت، بلوم و اسلب چیست؟ و انواع شمش فولادی مراجعه کنید.

عیوب شمش در ریخته گری مداوم
این عیوب به سه دسته زیر تقسیم بندی می شوند.
- عیوب سطحی Surface Defects
- عیوب داخلی Internal Defects
- عیوب هندسی Profile Defects
عیوب سطحی شمش
این عیوب عموما در سطح محصول قابل رویت هستند و به طور کلی در 22 عنوان طبقه بندی میشوند:
- ترک طولی گوشه شمش Corner Crack (Lenghwise)
- ترک طولی سطح شمش Face Crack (lengthwise)
- ترک عرضی گوشه شمش Corner Crack (Crosswise)
- ترک عرضی سطح شمش Face Crack (Crosswise)
- ترک مویی شبکه ای سطح شمش Network Of Hair Crack
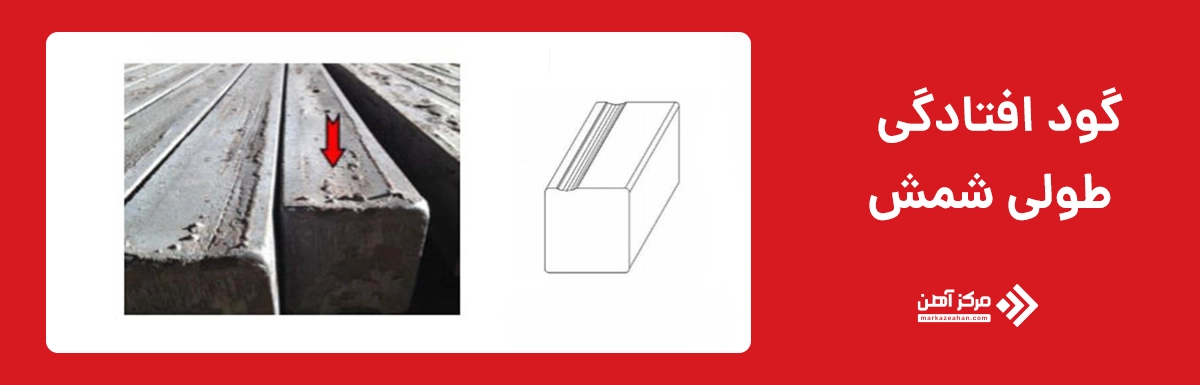
- گود افتادگی طولی Longitudinal Hollow
- گود افتادگی عرضی Transiverse Hollow
- خمش گوشه ای Bleeding
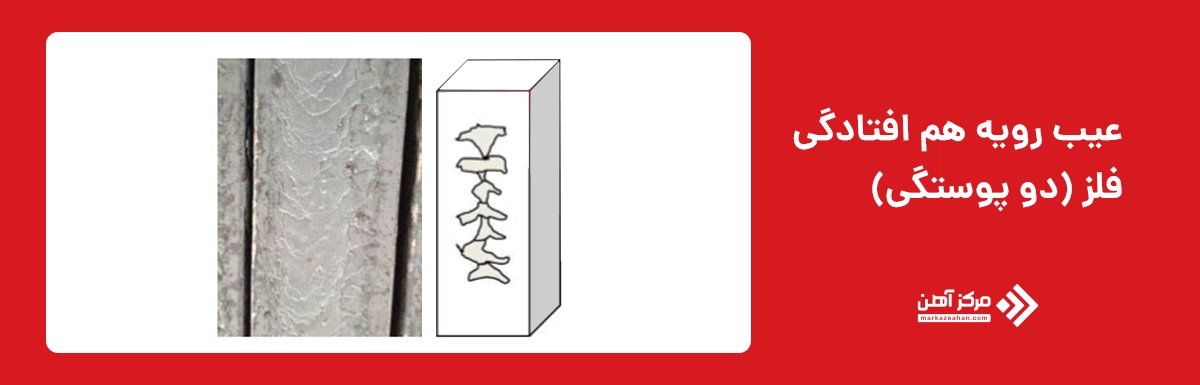
- رویه هم افتادگی فلز (دو پوستگی) Overlapping Metal
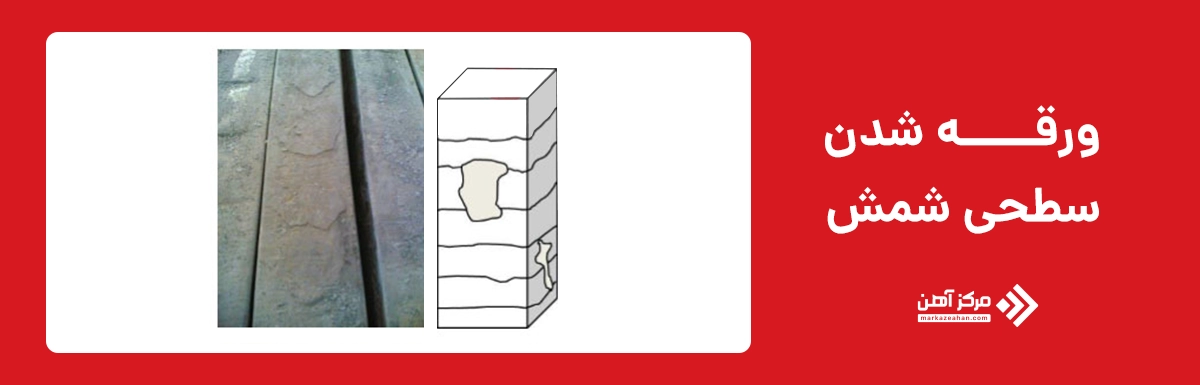
- ورقه شدن سطحی Plating
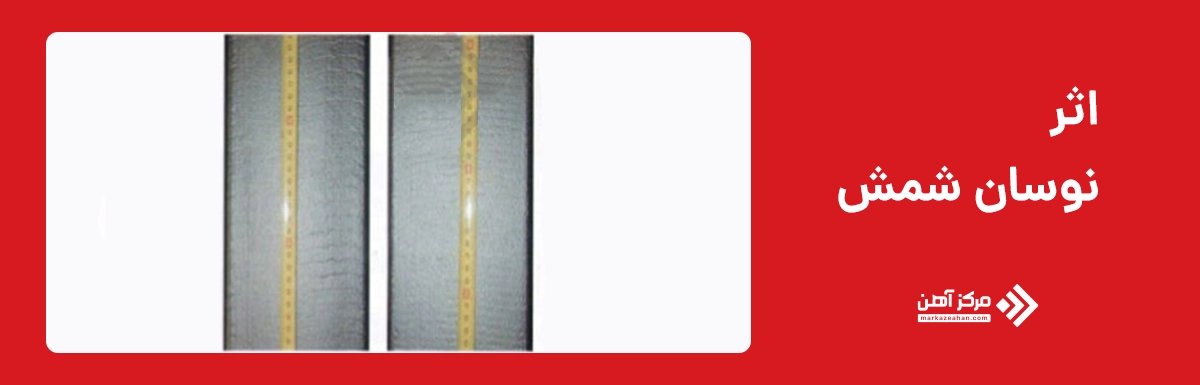
- اثر نوسان Reciprocating Marks
- دیواره بدلی False Wall
- موجدار شدن سطح (مد بار) Surge
- کمربند (توقف ذوب ریزی) Casting Stoppage
- قطرات فلز (اسپری) Sprying
- لکه سطحی Dirt
- آخال سرباره ای Slag Inclusions
- خط انداختن سطح Surface Scoring
- مک گازی (حفرات گازی) Blowholes
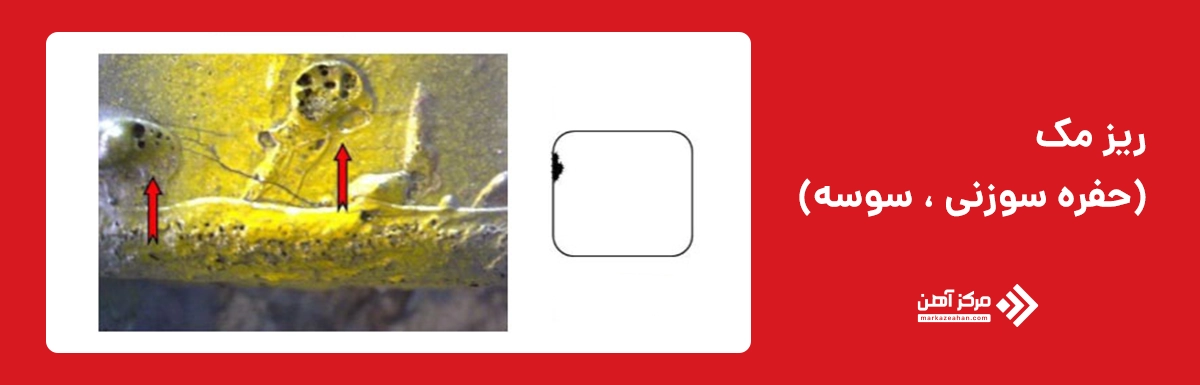
- ریز مک (حفرات سوزنی) Pinholes
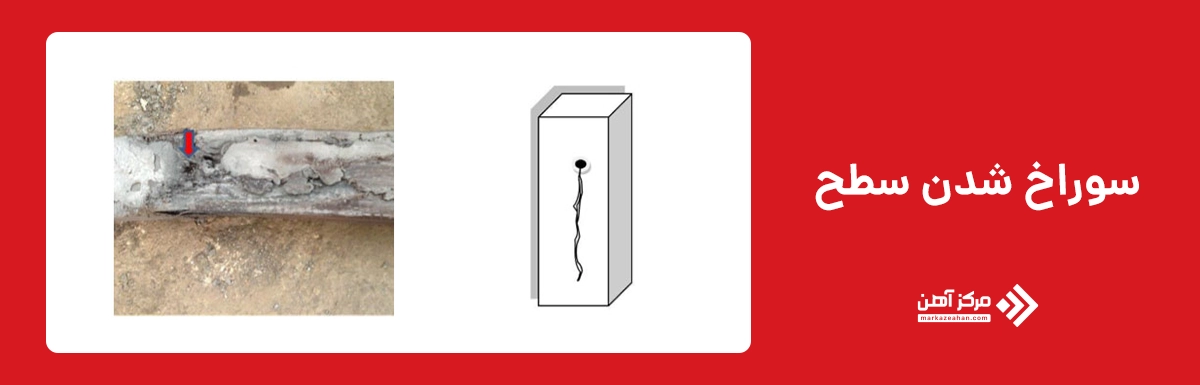
- سوراخ شدن سطح Breakout
- عیوب خاص سطحی Fin-Carurization-Hot Shoatness

عیوب داخلی شمش
عیوب داخلی شامل عیوبی میشود که در برش عرضی محصول قابل رویت هستند و از سطح معمولا دیده نمیشوند و در نهایت در تولید محصولات نهایی همچون تیرآهن و میلگرد تاثیرگذار هستند. ترک های عرضی و طولی میتواند در زیر سطح ادامه داشته باشد بی آنکه به سطح راه پیدا کنند. در هر حال ترکهای داخلی عموما طویلتر از ترکهای سطحی هستند و منجر به عیوب تورق در محصولات نوردی از جمله تیرآهن و میلگرد میشوند.
دسته بندی عیوب داخلی شامل 11 عنوان عیب به قرار زیر است
- ترک ستاره ای Star Shipped Cracks
- ترک قطری Diagonal Crack
- نیم ترک Half Way Crack
- ترک ناشی از لهیدگی Squashing Cracks Caused By The Extraction Stand
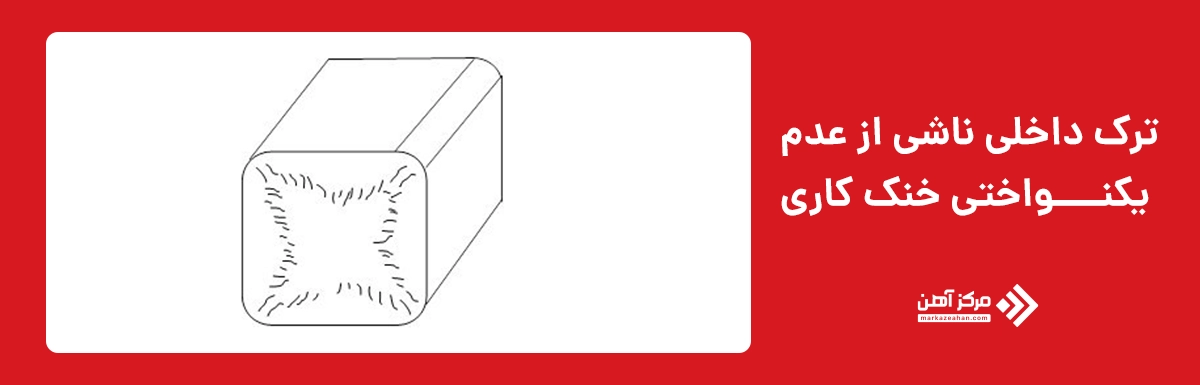
- ترک داخلی ناشی از عدم یکنواختی خنک کاری Cracks By Uneven Cooling
- ترک مرکزی Center Cracks
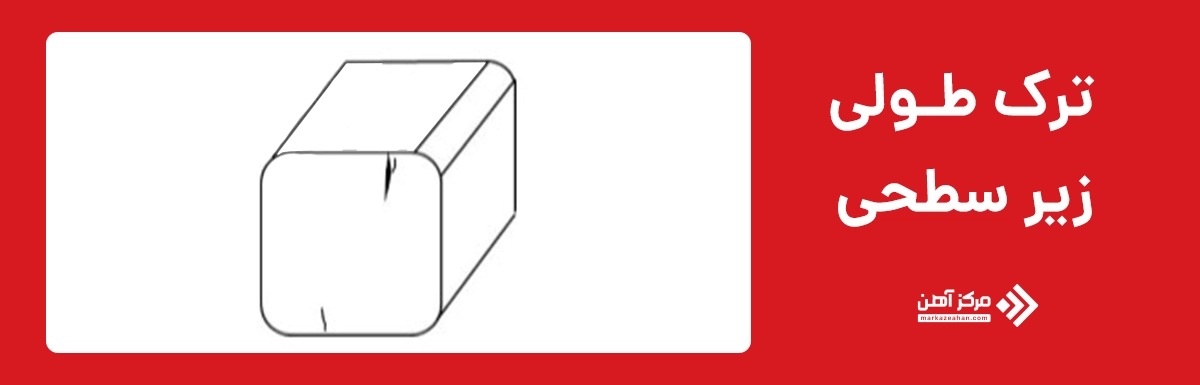
- ترک طولی زیر سطحی Longitudinal Sub Surface Cracks
- حفره انقباضی (نایچه) Shrinkage (Central Defects)
- جدایش Segregation
- اخال غیرفلزی Non Metalic Inclusion
- آخال سرباره ای Slag Inclusions

عیوب هندسی شمش
عیوب هندسی شامل تغییر شکل در مقطع عرضی از شکل هندسی واقعی محصول میشوند. عوامل زیادی باعث به وجود آمدن عیوب هندسی شده اما عیوب هندسی عموما با نارسایی و یا غیر یکنواختی سیستم خنک کننده ارتباط دارند لذا در اغلب اوقات عیوب هندسی با ترک ها ظاهر میشوند. سرعت بیش از حد ریختهگری و دمای بیش از اندازه در ریختهگری به همراه عوامل ذکر شده شرایط را برای ایجاد این عیوب مهیا میسازد و در نهایت بر شکل ظاهری محصولات نورد از جمله میلگرد و تیرآهن نیز تاثیرگذار است.
عیوب هندسی در 6 عنوان عیب طبقه بندی می گردند.
- لوزی شدن Rhomboidity
- بادکردگی Swelling
- فرورفتگی Concavity
- خمیدگی شمش Bending
- غیر یکنواختی پیشانی شمش Uneven
- پیچیدگی شمش Twist
در ذیل با توجه به اهمیت برخی از عیوب رایج در ریخته گری مداوم فولادها دلایل ایجاد و چگونگی رفع آن عیوب ارائه می گردد.
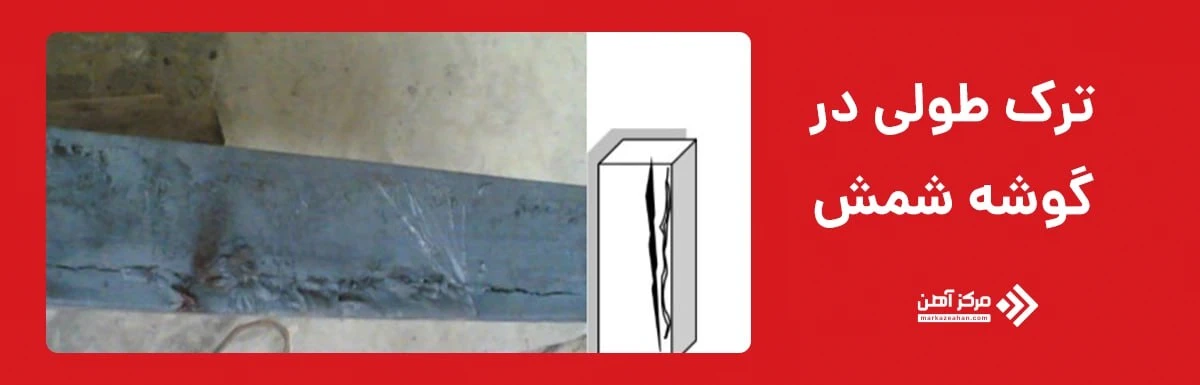
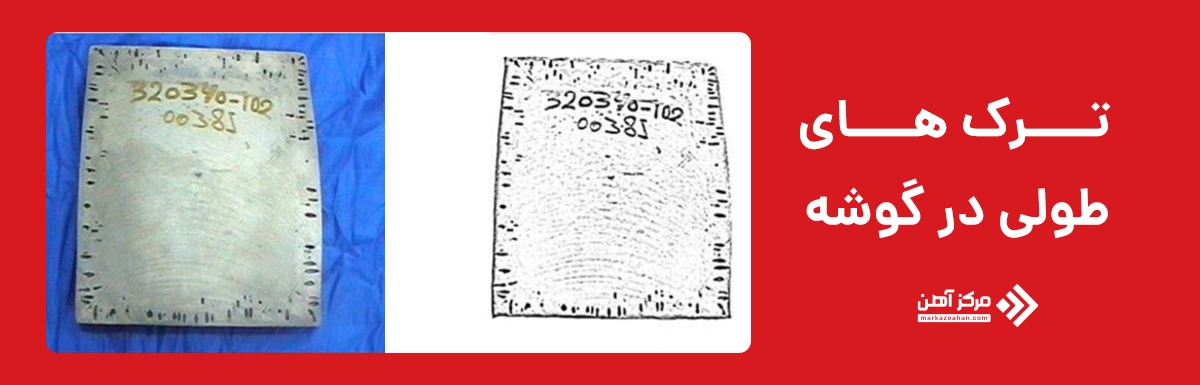
عیب ترک طولی در گوشه شمش
گروه عیب: عیوب سطحی
این ترک طولی در گوشه و یا پخ شمش در امتداد طولی محور محصول اتفاق می افتد و علت اصلی ایجاد آن به ترتیب یک یا چند عامل ذیل است:
- فرسودگی قالب و یا پیچیدگی آن ( نامناسب بودن شیب قالب)
- عدم یکنواختی خنک کاری قالب ناشی از کثیف شدن قالب توسط حضور اجسام خارجی
- عدم یکنواختی خنک کاری قالب ناشی از رسوب کلسینات ها و گل و لای
- نامناسب بودن امتداد قالب ها با رولرهای راهنما
- دمای بیش از حد مذاب فولاد
- سرعت بیش از حد ریخته گری
- نامناسب بودن دبی آب قالب
- حضور ناخالصی های مضر نظیر گوگرد، فسفر، آرسنیک به مقدار زیاد در ترکیب شیمیایی
توجه شود که قالبهای لولهای شکل در حین عملکرد تمایل زیادی به تغییر شکل در ناحیه سطح ستون مذاب دارند، لذا با یک بازرسی دقیق از شرایط قالب و جایگزین کردن آن در صورت تغییر شکل دادن و یا رسوب گرفتن میتوان از ترک طولی در گوشهها اجتناب کرد. (زیاد شدن شعاع گوشه قالب، تغییر در شیب قالب، لوزی شدن مقطع شمش در قالب)
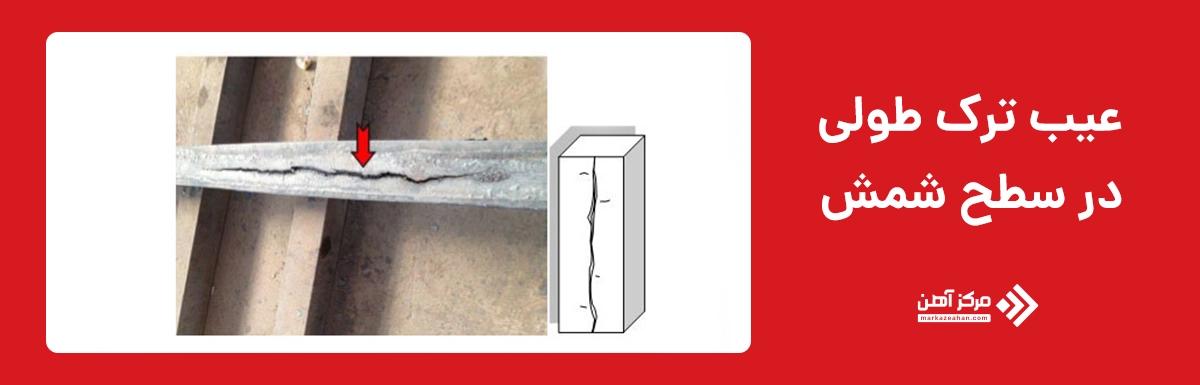
عیب ترک طولی در سطح شمش
گروه عیب :عیوب سطحی
این ترک طولی در امتداد طولی محور محصول در وسط سطح و یا نزدیک به گوشه شمش اتفاق میافتد و علت اصلی ایجاد آن به ترتیب یک یا چند عامل ذیل است.
- نارسایی خنک کاری قالب
- پیچیدگی قالب
- نامناسب بودن و تنظیم نبودن خنک کننده ثانویه در وجوه مختلف شمش ناشی از تغییر و یا بسته شدن جریان مذاب از تاندیش
این عیب همچنین با تغییر شکل قالب در منطقه دلغ قالب در سطح ذوب ارتباط نزدیک داد
- وجود رسوبات متخلخل در پشت قالب
- ترک طولی در نزدیکی گوشه ها می تواند از حفرات طولی منشاء بگیرد
- انحراف جریان مذاب از محور قالب (ریزش مذاب به یک سمت قالب)
- اکسیداسیون بیش از حد مذاب و مقادیر بیش از اندازه ناخالصی ها
- حضور ناخالصی های مضر نظیر گوگرد، فسفر، آرسنیک به مقدار زیاد در ترکیب شیمیایی
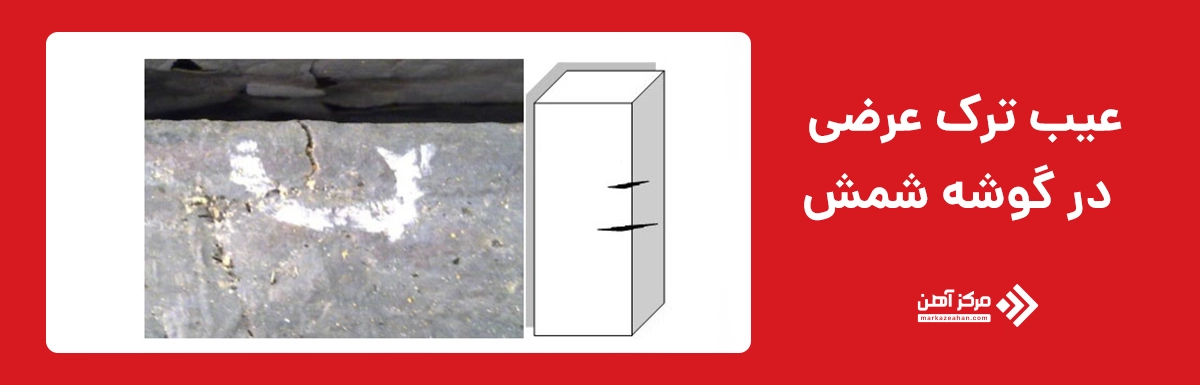
عیب ترک عرضی در گوشه شمش
گروه عیب: عیوب سطحی
این ترک طولی در گوشه و یا پخ شمش عمود بر محور طولی محصول اتفاق میافتد و علت اصلی ایجاد آن به ترتیب یک یا چند عامل زیر است.
- خم یا راست شدن بیش از حد شمش در دمای پایین
- چسبندگی شمش به قالب ناشی از ناکافی بودن مقدار روانساز (پارافین)
- نامناسب بودن نوسان در حین ریخته گری ناشی از مشکلات مکانیکی
- عدم هم محوری هندسی قالب
- شیب نامناسب قالب
- خنک کنندگی بیش از حد در یک ناحیه از قالب یا سطح شمش
- نامناسب بودن دمای ریخته گری
- ذوب شدن نقطه ای ناشی از عدم نسبت منگنز به گوگرد
توجه شود که این عیب همچنین در اثر تغییر زیاد در سطح فولاد مذاب یا توقف ناگهانی مجرا به وجود میآید. برای رفع ایجاد ترک عرضی کنترل سیستم روان سازی، تنظیمات محوری قالب ضروری است. همچنین تمیزکاری قالب و نهایتا تعویض قالب راهکارهای جلوگیری از ترک عرضی هستند.
ترک عرضی در نورد مشکلات جدی نظیر پارگی شمش و ترک در محصولات را به همراه خواهد داشت. در هر حال وجود ترک در شمش غیرقابل قبول است و بایستی آن را با روشهای معمول برطرف کرد.
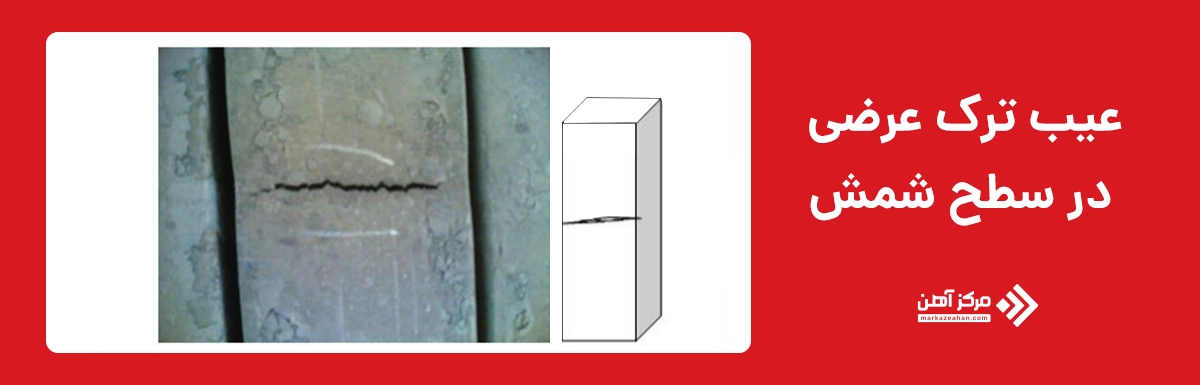
عیب ترک عرضی در سطح شمش
گروه عیب : عیوب سطحی
این ترک طولی در سطح شمش عمود بر محور طولی محصول اتفاق میافتد و علت اصلی ایجاد آن به ترتیب یک یا چند عامل ذیل است:
- چسبندگی شمش به قالب
- خنک شوندگی بیش از اندازه در قالب یا در گوشه ها
باید توجه داشت که نباید شدت خنک کنندگی در حدی باشد که دما در زیر غلتکهای صاف کننده از محدوده دمای چاه داکتیلیته کمتر گردد.
این نوع ترک اغلب همبستگی زیادی با حفرات، ترکهای سطحی و ترکهای گوشه شمش دارد و میتواند تا رسیدن به هم امتداد یابند. گاهی در صورت یکنواخت نبودن شعاع قالب تازه نصب شده با محور اصلی ماشین ریختهگری مداوم در سطح فوقانی شمش ترکهای عرضی مشاهده میشود که پس از کارکرد قالب به تدریح عیب برطرف می گردد. توجه شود که این عیب همچنین در اثر تغییر زیاد سطح فولاد مذاب یا توقف ناگهانی مجرا در شاخه به وجود میآید.
گود افتادگی طولی شمش
گروه عیب: عیوب سطحی
این عیب به صورت کاستی کانال مانند که در جهت طولی شمش امتداد یافته است دیده میشود. گود افتادگی طولی در نزدیک گوشههای شمش معمولا نشانه وجود ترک داخلی یا خارجی در این محل است که این موضوع از اعوجاج یا تغییر شکل قالب منشاء میگیرد. همچنین غیر هم محوری قالب و رولرهای راهنما میتواند باعث عیب مشابهی گردد. باید توجه کرد که عوامل به وجود آورنده ترک طولی سطح شمش نیز در به وجود آوردن این عیب صادق هستند.
ریزش مذاب شمش
این عیب شامل ریزش فلز مذاب از پوسته پاره شده شمش میشود. اگر این عیب ادامه پیدا کند و وسط دیواره قالب و یا سردکننده ثانویه مهار نشود به پاره شدن کامل شمش و سقوط آن میانجامد. عموما این عیب ناشی از وجود سرباره در سطح شمش به ویژه در گوشههای آن است. در صورت ایجاد این عیب بایستی تمهیدات لازم جهت عدم گیر کردن شمش در مسیر غلتکهای کشاننده و صاف کننده اتخاذ کرد که با ضربه مکانیکی قابل جدا شدن از شمش است.

عیب رویه هم افتادگی فلز (دو پوستگی)
این عیب ناشی از چین خوردگی پوسته شمش توسط فلز مذاب اضافه به صورت لایه مخالف با جهت انجماد قالب در سطح شمش است. اغلب این عیب ناشی از گرم بودن بیش از حد مذاب است و در صورت مناسب بودن دما عوامل زیر موجب این عیب می شوند.
- نشتی روان ساز قالب
- سرعت خیلی کم ریخته گری
- تغییر ناگهانی سطح مذاب درون قالب
- انسداد نازل تاندیش
- سوختن قالب
- مقدار بیش از حد سرباره در قالب
- قطع لحظه ای سیستم نوسان دهنده
- و مستهلک شدن ناحیه تماس مستقیم قالب با مذاب
برای رفع عیب باید قالب تعویض گردد یا روانساز کافی اضافه شود و سعی گردد تغییر سطح مذاب در قالب 5 میلیمتر باشد. این عیب موجب ترک یا فلز اضافی با ابعاد مختلف در محصولات نوردی میشود لذا با سنگزنی باید برطرف گردد.
ورقه شدن سطحی شمش
این عیب وجود فلز ورقهای شکل بر روی سطح جانبی شمش است. این عیب که ندرتا اتفاق میافتد ناشی از گیر افتادن فلز منجمد شده روی سطح ذوب قالب بر روی بدنه قالب است.
اثر نوسان شمش
اثرات عرضی که معمولا با فاصله مساوی از هم ناشی از پایین رفتن مقادیر فولاد در حین هر تناوب نوسان به وجود میآید. این اثرات نوسان میتواند در صورت عمیق بودن منجر به گسیختگی شمش نیز شود.
- عمق اثر نوسان می تواند بر اثر
- نامناسب بودن روانسازی قالب
- پایین بودن دمای ذوب ریزی
- عملکرد غیر معمول سیستم نوسان دهنده
- سرعت کم ریخته گری
- خارج از محور بودن قالب
- و نامناسب بودن سطح قالب تشدید گردد.
در صورت استفاده از پودر قالب این عیب وخیمتر میشود زیرا پودر قالب در شیارها نفوذ کرده و در حین عملیات نورد منجر به پاره شدن شمش میشود. جهت رفع اثر نوسان از سنگزنی کامل استفاده کرد. این عیب به صورت ترک کوتاه و کم عمق در محصولات نوردی دیده میشود.
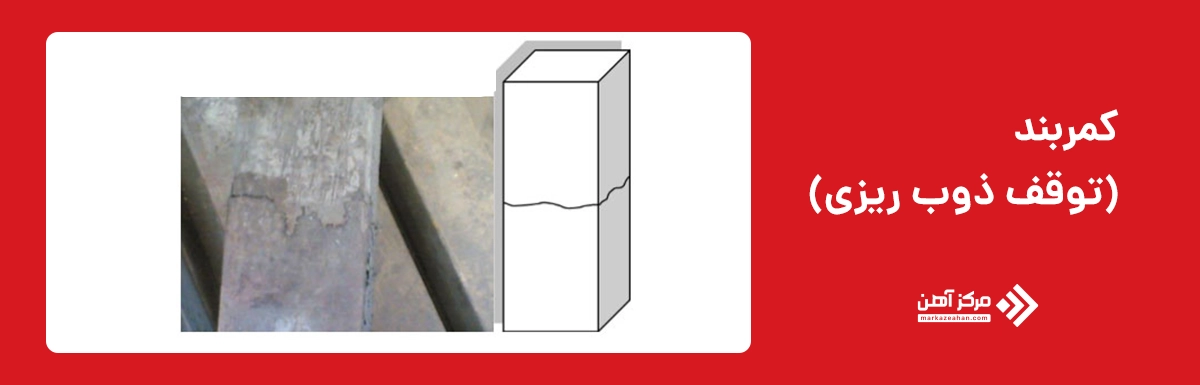
کمربند (توقف ذوب ریزی)
این عیب به صورت ترک عرضی سرتاسری پیوسته در دور تا دور شمش دیده میشود که ناشی از توقف ذوب ریزی از تاندیش است. در اثر توقف ذوب ریزی سطح مذاب اکسید شده و منجمد میشود و به ذوب بعدی پس از راه اندازی مجدد ماشین جوش نمیخورد.
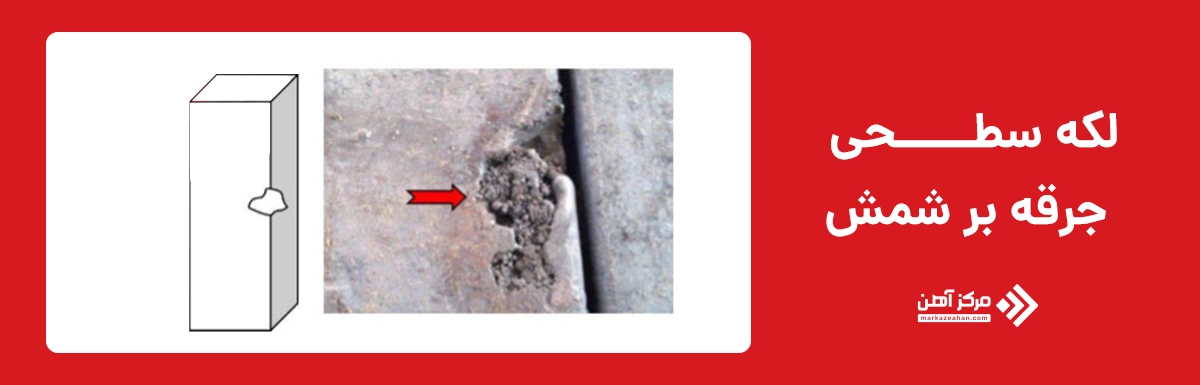
لکه سطحی جرقه بر شمش
ذرات فلزی ناشی از ریخته گری غیر یکنواخت شامل اکسید فلز، سرباره و سایر ناخالصی های که در اثر اکسیژنگاری هنگام تمیز کردن نازل به وجود میآیند به صورت توده کثیف بر روی سطح شمش دیده میشود. گاهی این توده میتواند مجرای خروجی روانکار قالب را مسدود نماید و هنگامی که در گوشهها گیر می افتد در سطح خارجی شمش دیده میشود و در این حالت ممکن است حتی موجب پارگی شمش نیز شود.
این عیب ناشی می گردد از
- غیر یکنواختی ریزش از نازل
- اکسید شدن مذاب
- وجود سرباره و اکسیژنکاری مذاب یا نازل
آخال سرباره ای شمش
این عیب ناشی از اکسیداسیون و فرسایش نسوز بوده که در سطح ذوب تشکیل میشود و به صورت زنگار در سطح شمش دیده میشود. آخال سرباره ای تشکیل می گردد از اکسیداسیون فولاد و یا موادی که از پاتیل یا تاندیش و یا کوره جدا می شوند. هنگامی که لایه نسوز از کیفیت مناسبی برخوردار نباشد و یا اکسیژنکاری در تاندیش انجام گردد. سطح پایین مذاب فولاد در تاندیش توسط اپراتور باعث شکسته شدن سطح سرباره و ورود آن به قالب میشود. همچنین سطح متغیر مذاب درون قالب باعث افزایش سطح مذاب با هوای اطراف و اکسیداسیون آن می گردد.
- جریان یکنواخت و پیوسته مذاب از پاتیل به تاندیش
- سطح به اندازه کافی بالای مذاب درون تاندیش تا از شکسته شدن و رفتن سرباره به قالب جلوگیری کند
- سرباره گیری تمیز در قالب
- نسوز مرغوب برای کوره، پاتیل و تاندیش
- کاهش مقدار سیم آلومینیم در جریان ذوب
- کنترل نسبت منگنز به سیلیس مذاب و اکسیژنزدایی بهتر مذاب
- انتخاب نازل مناسب جهت ثابت نگه داشتن سطح مذاب قالب
عوامل موثر در کاهش این نوع عیب هستند.
همچنین استفاده از پودر قالب با ویسکوزیته بالا و مصرف بیش از حد آلومینیم در قالب میتواند عیب مشابهی را ایجاد نماید. هنگامی که از پودر قالب نامناسب استفاده میشود آخال سربارهای متناوبا در سطح شمش دیده میشود که ناشی از به دام افتادن مخلوط فولاد و پودر در سطح شمش است. به طور کلی در سرعتهای بالا ریخته گری باید از پودر با ویسکوزیته پایین و در ریخته گری با سرعت پایین از پودر با ویسکوزیته بالاتر استفاده نمود. در شرایط بحرانی استفاده از ریخته گری سطحی توصیه میشود.

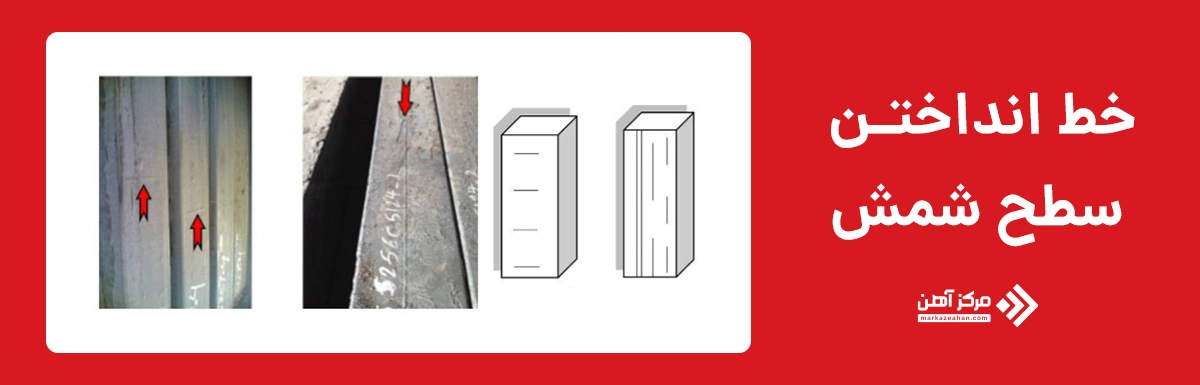
خط انداختن سطح شمش
این عیب ناشی از تخریب مکانیکی ناشی از اثر قالب، غلتکهای صاف کننده، راهنماهای مسیر شمش، راهنماهای اندازه کننده شمش، بر روی سطح شمش است که به صورت تکرار شونده و یا پیوسته در سطح شمش به صورت فرو رفتگی و یا برآمدگی رویت میشود. این عیب به صورت مارک خط میتواند ناشی از وجود فلز خارجی چسبیده به اجزای ماشین نیز باشد. در هر حال با بازبینی چشمی دقیق می توان عامل ایجاد خراشیدگی و یا برامدگی را مشخص و برطرف کرد.
انواع حفرات گازی شمش
نوع اول: حفرات سوزنی نزدیک به سطح شمش
این حفرات با چشم به سختی دیده میشوند و فقط پس از پوسته زدایی سطح میتوان آن ها را رویت کرد
این حفرات ناشی از:
- مقادیر بیش از اندازه روانساز قالب
- وجود آب در روانساز قالب
- کیفیت بد روانساز قالب
- نشت آب از بالای قالب به درون فولاد مذاب قالب می باشد
نوع دوم:
حفرات گازی نزدیک به سطح شمش که 10-5 میلی متر از سطح فاصله دارند
این حفرات ناشی از:
- مقادیر بیش از اندازه گاز اکسیژن و یا هیدروژن است. این حفرات پس از تمیزکاری سطح برش به خوبی با چشم قابل رویت میشوند.
حفرات ناشی از اکسیژن ناشی از عوامل زیر هستند
- مقدار زیاد مجموع آهن در سرباره و تاخیر در سرباره گیری
- مقدار خیلی پایین عنصر کربن در مذاب
- مقادیر کم عناصر سیلیسیم و آلومینیم در مذاب
- افزودن اکسیژن درون تاندیش
حفرات ناشی از هیدروژن ناشی از عوامل زیر هستند:
- خیس بودن پاتیل و تاندیش
- نو بودن نسوز پاتیل و تاندیش
- خیس بودن تجهیزت دمش گاز و پودر به مذاب
- خیس بودن شارژ مواد به کوره
- نشت آب به قالب
- بخار گرفتن گازهای دمشی به مذاب
نوع سوم: حفرات گازی زیر سطحی شمش که 50-20 میلی متر از سطح فاصله دارند:
این حفرات ناشی از مقادیر بیش از اندازه گاز اکسیژن و یا هیدروژن هستند و به خوبی توسط چشم در مقطع برش رویت میشوند و منشاء نظیر حفرات نوع دوم دارند. لازم به یاداوری است که حفرات ناشی از گاز هیدروژن از نظر اندازه و تعداد در شمشهای یک ذوب به تدریج کم میشوند لیکن حفرات ناشی از گاز اکسیژن در شمش های مختلف یک ذوب تغییری در اندازه و تعداد ندارند.
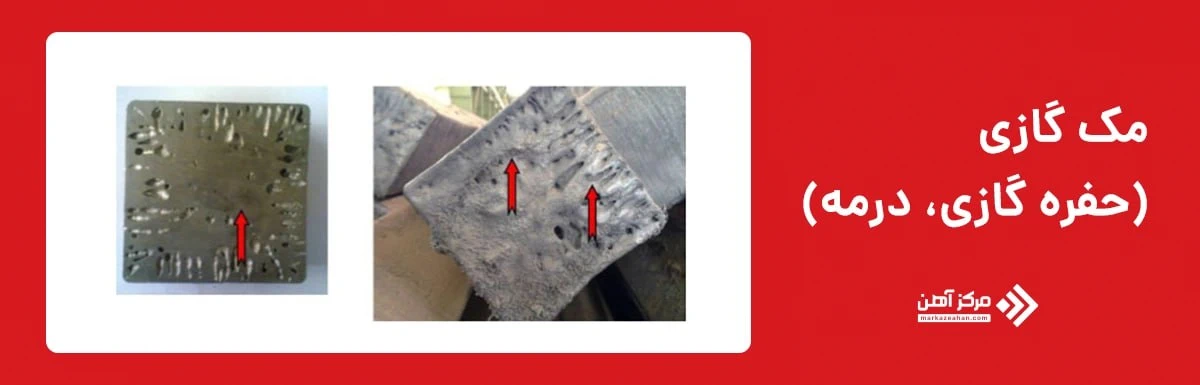
مک گازی (حفره گازی، درمه)
این عیب ناشی از حفرات بزرگ امتداد یافته در جهت مرکز شمش است که عموما ناشی از نادرستی درجه اکسیداسیون است. مقادیر زیاد گازهای اکسیژن و هیدروژن در فولاد و یا مقدار بیش از حد روان کننده قالب (پارافین) و یا حضور آب در قالب می تواند باعث این عیب شوند. لذا با حذف عوامل ورودی گازها نظیر اکسیژن کاری مجرای ذوب و تاندیش، دمش هوا در اطراف نازل، اختشاش در جریان ذوب ریزی و نشتی آب قالب و استفاده از مواد خشک در شارژ کوره و … این عیب را می توان تحت کنترل قرار داد یا از تزریق سیم آلومینیوم در قالب استفاده نمود. سرعت بیش از حد ریخته گری نیز می تواند عیب فوق الذکر را تشدید نماید.
حفره های گازی ممکن است منجر به پارگی شمش نیز شود. انجام تصفیه مناسب فولاد و اکسیژن زدایی در کوره و یا پاتیل می تواند منجر به حذف عوامل به وجود آورنده این عیب گردد. افزایش شدت خنک کنندگی در سرد کننده ثانویه از طریق گسترش انجماد محوری ( از کف) موجب کاهش مک های مرکزی می گردد.
مقدار گاز هیدروژن در مقاطع تولید شده در ریخته گری پیوسته بیشتر از شمش ریزی در کوکیل است. لیکن با انجام پیش گرم مناسب، روانکار قالب در مسیر تزریق و یا ایستگاه پمپ کننده آن می توان از این موضوع ممانعت به عمل آورد. این عیب در نورد موجب پارگی محصول نوردی و مشکلات در خط نورد می گردد. جهت مشاهده بهتر این عیب از محلول های سولفوری یا در مقطع برش عرضی می توان بهره برد. این عیب در نهایت بر شکل نهایی میلگرد و سایر مقاطع تاثیرگذار خواهد بود.
ریز مک (حفره سوزنی ، سوسه)
این عیب ناشی از حفرات ریز، نظیر مک گازی است که هم در فولادهای جوشان و هم در فولادهای کشته شده، دیده می شود و در مقطع خیلی نزدیک به سطح شمش و اغلب به صورت تجمعی دیده می شود. این عیب با مقادیر خیلی زیاد گازهای اکسیژن و هیدروژن در فولاد ارتباط دارد و یا مقدار بیش از روان کننده قالب و یا حضور آب در روانکار قالب می تواند باعث این عیب شوند. همچنین اکسیداسیون مجدد مذاب بین تاندیش و قالب باعث تشکیل گاز و فائق آمدن بر فشار فرواستاتیک در کریستالیزاتور می گردد که برجستگی آن باعث ناهمواری های کوچک در سطح شمش می گردد.
جهت رفع این حباب ها می توان از تزریق آلومینیم، روش های اکسیژن زدایی قوی تر و استفاده از مواد کاملا خشک در شارژ کوره بهره جست. مقدار مجاز این عیب تا 12 عدد در یک متر سطح محصول می باشد و مازاد بر آن با سنگ زنی یا لبه زنی یا اسیدشویی برطرف می گردند. این عیب به صورت عیوبی با طول 40 سانتی متر و عمق 7 میلی متر در محصولات نوردی دیده می شود.
جهت مطالعه این عیب می توان از شات بلاست سطح شمش، اچینگ مقطع برش شمش استفاده کرد. این عیب در نهایت بر شکل نهایی میلگرد و سایر مقاطع تاثیرگذار خواهد بود.
سوراخ شدن سطح
این عیب به علت سوراخ شدن سطح جامد شمش و ریزش مذاب از محل سوراخ می باشد که اغلب منجر به توقف ریخته گری می گردد. معمولا سوراخ شدگی شمش همراه با زواید و قطرات مذاب تجمع یافته در سطح شمش می باشد.
این عیب ناشی از:
- مقدار بیش از حد سرباره
- عملکرد نامناسب قالب
- درجه حرارت بیش از اندازه مذاب
- سرعت بیش از حد ریخته گری و جریان مذاب خارج از مرکز از تاندیش به قالب می باشد.
جهت رفع این عیب بایستی سرباره گیری مناسب انجام پذیرد و یا ریخته گری به صورت زیر سطحی انجام گردد و سرعت و درجه حرارت ریخته گری به درستی تنظیم گردد و یا شدت خنک کنندگی یکنواخت شود و یا قالب تعویض گردد. عموما شمش سوراخ شده اسقاط می باشد. یا قابل تبدیل به شمش با طول کوچکتر می گردد.
این عیب موجب معایب جدی در سطح محصولات نوردی از جمله میلگرد می گردد.
عیوب داخلی
عیوب داخلی شامل عیوبی می گردد که در برش عرضی محصول قابل رویت هستند و از سطح معمولا دیده نمی شوند.
ترک های عرضی و طولی می تواند در زیر سطح ادامه داشته باشند، بی آنکه به سطح راه پیدا کنند. در هر حال ترک های داخلی عموما طویل تر از ترک های سطحی هستند و منجر به عیوب تورق در محصولات نوردی می گردند. در صورت اکسید نشدن سطح، این عیوب و تغییر مقطع زیاد شمش حین نورد به خصوص در تولید میلگرد اغلب عیوب داخلی رفع می گردد. معمولا جهت بررسی وجود عیوب داخلی از اولین شمش، شمش تولید شده در وسط زمان ریخته گری و آخرین شمش تولیدی در سکوئنس نمونه گیری می گردد.
ترک داخلی ناشی از عدم یکنواختی خنک کاری
این ترک های زیر سطحی در مطابق با شکل خنک شوندگی شمش شکل می گیرند.
علت اصلی ایجاد این ترک ها:
- ترکیب نامناسب شیمیایی فولاد
- خنک شوندگی غیر یکنواخت در ناحیه اول و ثانویه خنک کننده
- و درجه حرارت بیش از اندازه ریخته گری می باشد.
جهت برطرف کردن این ترک ها بایستی درجه حرارت تنظیم شود و محل نازل تاندیش دقیقا تنظیم گردد.
با توجه به زیر سطح بودن این ترک ها و مشکلات پارگی شمش حین نورد و ترک در محصول نوردی شمش های دارای این عیب اسقاط می گردند. این عیب در نهایت بر شکل نهایی میلگرد و سایر مقاطع تاثیرگذار خواهد بود.
ترک مرکزی
این ترک ها در منطقه نزدیک به مرکز شمش شکل می گیرند.
علت اصلی ایجاد این ترک ها:
- درجه حرارت بیش از حد ریخته گری
- سرعت خیلی زیاد ریخته گری
- فشار بیش از اندازه در غلتک های صاف کننده
- حساسیت فولاد به عناصر آلیاژی (کروم)
- خنک کنندگی شدید در خنک کننده ثانویه
جهت رفع عیب باید به تنظیم درجه حرارت و فشار توجه نمود. این عیب در نهایت بر شکل نهایی میلگرد و سایر مقاطع تاثیرگذار خواهد بود.

ترک طولی زیر سطحی
این ترک های طولی در منطقه نزدیک به سطح شمش شکل می گیرند و در صورت عمود بودن به سطح در مقطع برشکاری قابل رویت هستند. علت اصلی ایجاد این ترک ها:
- عدم یکنواختی خنک کنندگی در قالب (به ویژه قالب های دارای فرو رفتگی)
- درجه حرارت بیش از حد ریخته گری
- مقدار بالا عنصر گوگرد در مذاب
- این عیب اغلب در محدوده عنصر کربن 25/0-17/0 درصد شدت می یابد
برای جلوگیری از ایجاد این عیب به موارد ذیل توجه نمایید:
- مقدار عنصر گوگرد کنترل شود
- رعایت قانون نسبت منگنز به گوگرد
- تعویض قالب
- کاهش درجه حرارت ریخته گری
- کنترل نازل های سرد کننده ثانویه
ترک های بزرگ تر در مقطع برشکاری رویت می شوند ولی برای مشاهده این عیب باید از ماکرو اچینگ استفاده نمود. این عیب در نهایت بر شکل نهایی میلگرد و سایر مقاطع تاثیرگذار خواهد بود.
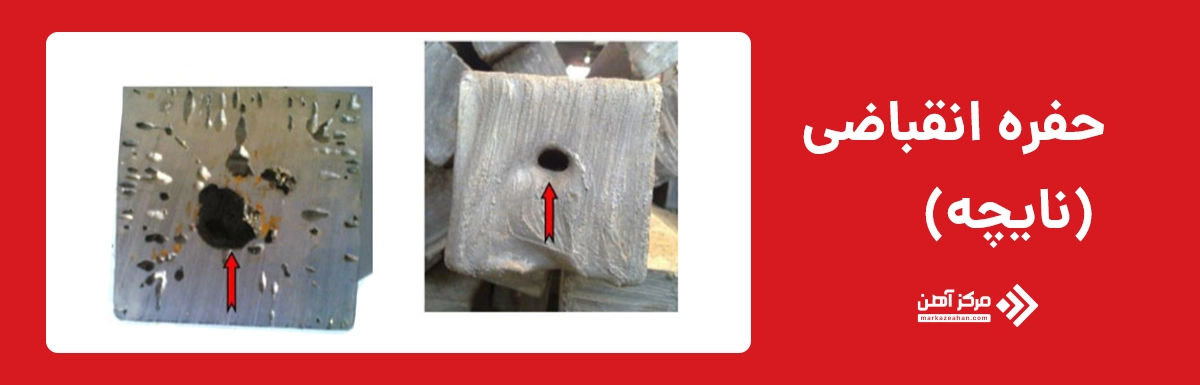
حفره انقباضی (نایچه)
این عیب ناشی از مک یا حفره بزرگ در مرکز شمش و در جهت محور شمش می باشد. اغلب این حفرات در مرکز شمش در انتهای ذوب ریزی رویت می شود.
این حفرات ناشی از کافی نبودن مذاب جهت تغذیه کردن بخش های پایین تر شمش حین انجماد جهت دار است.
این عیب ناشی از عوامل:
- افزایش یا عدم ثبات سرعت ریخته گری
- ترکیب شیمیایی فولاد ریخته شده
- شکل و اندازه محصول و شرایط ریخته گری آن
- گرم بودن بیش از حد مذاب یا سرد بودن خیلی زیاد مذاب
- کمیت بیش از اندازه آب در سرد کننده ثانویه
- نارسایی در اکسیژن زدایی ناشی از مقدار بالای گازها
- ویسکوزیته (ناروانی) زیاد فولاد در حین انجماد
- خالی شدن قالب از مذاب در حین ریخته گری و یا پایان ریخته گری است.
این عیب در نهایت بر شکل نهایی میلگرد و سایر مقاطع تاثیرگذار خواهد بود.
جدایش
جدایش تغییرات ترکیب شیمیایی در مقطع ریخته گری شده می باشد که عموما ناشی از سینتیک انجماد است. جدایش در محصولات ریخته گری مداوم ندرتا اتفاق می افتد زیرا مقاطع مورد استفاده کوچک هستند.
لیکن جدایش کاربیدها در فولادهای پر کربن می تواند اتفاق بیفتد، از طرفی با افزایش سطح مقطع شمش و یا کاهش خیلی زیاد شدت خنک کنندگی ثانویه و انحراف انجماد جهت دار این عیب شدت می گیرد.
این عیب ممکن است به صورت جدایش در محصولات نوردی نیز دیده شود. یکی از راهکارها جهت کاهش جدایش به ویژه در مقاطع سنگین استفاده از همزن الکترومغناطیسی EMS می باشد.
این عیب در نهایت بر شکل نهایی میلگرد و سایر مقاطع تاثیرگذار خواهد بود.

آخال غیر فلزی
علت اصلی این عیب از جداره نسوز ناشی می گردد. ترکیب شیمیایی این مواد با فولاد، ترکیبات غیر فلزی کمپلکسی را تشکیل می دهد که اغلب شامل اکسیدها و سرباره می شود که هنگام ذوب ریزی در مجاورت هوا منجر به اکسیداسیون مجدد و ایجاد این عیب می گردد.
جهت رفع این عیب باید:
- از جداره نسوز با کیفیت مناسب در پاتیل و تاندیش بهره برد
- آرام کردن فولاد در پاتیل یا تاندیش با حداقل آلومینیم انجام گردد
- در صورت لزوم از تزریق گاز خنثی استفاده گردد
- با جت گاز خنثی در اطراف از فولا محافظت به عمل آورد
از روش زیر سطحی جهت ریخته گری و جلوگیری از اکسیداسیون مجدد استفاده کرد
این عیب می تواند باعث مسدود شدن نازل تاندیش و توقف ذوب ریزی نیز شود. این عیب در نهایت بر شکل نهایی میلگرد و سایر مقاطع تاثیرگذار خواهد بود.
آخال سرباره ای
آخال سرباره ای تشکیل می گردد از: اکسیداسیون فولاد ( به خصوص فولادهای کشته شده با آلومینیم) و یا موادی که از پاتیل یا تاندیش و یا کوره جدا می شوند. هنگامی که لایه نسوز از کیفیت مناسبی برخوردار نباشد و یا اکسیژن کاری در تاندیش انجام گردد.
سطح خیلی پایین مذاب فولاد در تاندیش توسط اپراتور، باعث شکسته شدن سطح سرباره و ورود آن به قالب می گردد. همچنین سطح متغیر مذاب درون قالب باعث افزایش سطح مذاب با هوای اطراف و اکسیداسیون آن می گردد.
- جریان یکنواخت و پیوسته مذاب از پاتیل به تاندیش
- سطح به اندازه کافی بالای مذاب درون تاندیش تا از شکسته شدن و رفتن سرباره به قالب جلوگیری کند.
- سرباره گیری تمیز در قالب
- نسوز مرغوب برای کوره، پاتیل و تاندیش
- انتخاب نازل مناسب جهت ثابت نگه داشتن سطح مذاب قالب
عوامل موثر در کاهش این نوع عیب می باشند. این عیب در نهایت بر شکل نهایی میلگرد و سایر مقاطع تاثیرگذار خواهد بود.
عیوب هندسی
عیوب هندسی، شامل تغییر شکل در مقطع عرضی از شکل هندسی واقعی محصول می شوند.
عوامل زیادی باعث به وجود آمدن عیوب هندسی می شوند. اما عیوب هندسی عموما با نارسایی و یا غیر یکنواختی سیستم خنک کننده ارتباط دارند. لذا در اغلب اوقات عیوب هندسی با ترک ها ظاهر می گردند.
سرعت بیش از حد ریخته گری و دمای بیش از اندازه در ریخته گری به همراه عوامل ذکر شده شرایط را برای ایجاد این عیوب مهیا می سازد.
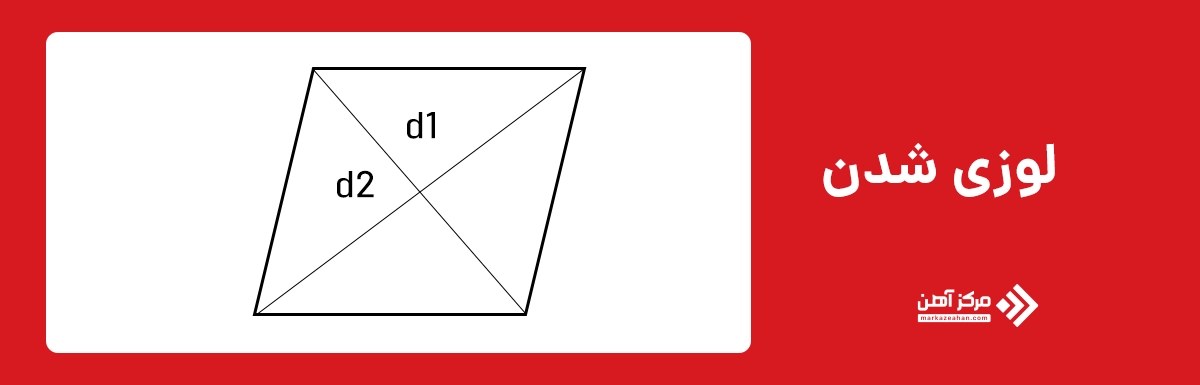
لوزی شدن
لوزی شدن تغییر در اندازه بین دو قطر در مقاطع چهارگوش و یا مستطیلی است. یا بیضی شدن در مقاطع گرد.
میزان اندازه و رواداری در لوزی شدن براساس نیازمندی های استاندارد و یا درخواست مشتری تعیین می گردد. در صورت شدید شدن این عیب، لوزی شدن با ترک داخلی در گوشه های زاویه منفرجه همراه خواهد بود.
در اغلب اوقات باید رفع این عیب را در نارسایی سردکننده ثانویه و غیر یکنواختی در ناحیه اولیه خنک کننده جستجو کرد. همچنین کافی نبودن تکیه گاه ها و رولرهای راهنما، تراز نبودن رولرهای صاف کننده و یا فشار بیش از اندازه آن ها، سایش زیاد همراه با تغییر در پروفیل قالب نیز باعث ایجاد این عیب می گردد. این عیب در نهایت بر شکل نهایی میلگرد و سایر مقاطع تاثیرگذار خواهد بود. در صورتیکه نیاز به دریافت و اطلاع از قیمت پروفیل اصفهان برای مقایسه، مشاوره یا خرید دارید می توانید به صفحه اصلی سایت مرکز آهن یا منوی سایت مراجعه کنید.
تذکر: میزان مجاز لوزی شدن حداکثر 7 درصد عرض مقطع در نظر گرفته می شود. مقادیر بیشتر موجب مشکلات در نورد می گردد.
خمیدگی شمش
این عیب هرگونه انحراف از امتداد محور محصول را شامل می گردد. اعمال نیرو مکانیکی غیر متعارف بر شمش و یا گیر کردن شمش در مسیر خنک شدن و یا تغییر سرعت حرکت شمش در یک ناحیه باعث تغییر شکل شمش از حالت مستقیم می گردد.
همچنین عدم یکنواختی در سرد شدن شمش، باعث خمیدگی آن می گردد. لذا باید تمهیدات مناسب در جهت یکنواخت سرد شدن اتخاذ گردد. (معمولا در شمش اول و آخر در بستر خنک کننده شمش از یک طرف در هوای آزاد سرد می شود و از طرف مقابل با سایر شمش های گداخته در تماس است تا تغییر در فلو حرارتی در دو سطح متقابل شمش موجب خمیدگی شمش می گردد. عدم وجود تکیه گاه مناسب جهت نگهداری شمش داغ نیز باعث خمیدگی شمش تحت نیروی وزن خود می گردد.
معمولا حداکثر میزان مجاز خمیدگی شمش یک سانتی متر به ازای هر متر طول یا 1 درصد طول شمش و حداکثر 70 میلی متر در نظر گرفته می شود. این عیب در نهایت بر شکل نهایی میلگرد و سایر مقاطع تاثیرگذار خواهد بود.

غیر یکنواختی پیشانی شمش (کجی برش)
این عیب ناشی از تغییرات فشار هوا در برشکاری شمش و غیر یکنواختی در اجرایی برش دستی است. لازم است تنظیمات برش اتوماتیک دقیقا اجرا شود و در برشکاری دستی از غلتک های نگهدارند مشعل استفاده گردد و برشکاری با سرعت مناسب و یکنواخت انجام گردد. در صورت عدم رفع این عیب ممکن است شمش در حین نورد دچار عیب لایه ای شدن گردد.
همچنین عدم موازی بودن سطوح برشکاری شده برای شمش هایی که مصارف اکسترود یا لوله سازی دارند، موجب سیلان فلز به یک جهت شده و باعث پارگی حین فرایند شکل دهی می شوند. این عیب در نهایت بر شکل نهایی میلگرد و سایر مقاطع تاثیرگذار خواهد بود.

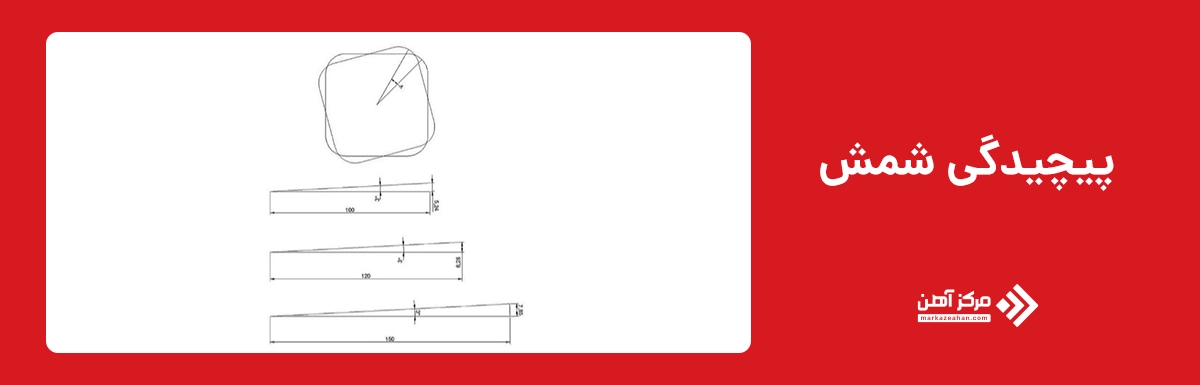
پیچیدگی شمش
این عیب ناشی از پیچیدگی شمش حول محور طولی آن است. عموما این عیب ناشی از غیریکنواخت سرد شدن در ناحیه سردکننده ثانویه و یا عدم تنظیم و فرسایش رولیک های راهنما و صاف کننده می باشد. این عیب در نهایت بر شکل نهایی میلگرد و سایر مقاطع تاثیرگذار خواهد بود.
در زیر به چند مثال از عیوب شمش در صنعت اشاره می کنیم.

مشخصات عیب:
این ترک ها در قالب تشکیل شده و در ادامه فرایند ریخته گری اشاعه می یابد. طول و عمق آن ها متغیر بوده و بسته به پارامترهای موثر و تنش های وارده (مکانیکی و حرارتی) از طول 30 میلی متر تا کل طول بلوم را فرا می گیرد. علل اصلی ایجاد عیب:
- وجود عناصر Nb-V-Al-S-P-Cu-Sn در ترکیب فولاد
- سرعت ریخته گری متغیر و بالا
- نوسانات زیاد سطح ذوب در قالب
- ریخته گری با دمای بالا
- کج بودن S.E.N در قالب
- خنک کنندگی نامناسب در قالب
- شیب نامناسب قالب
- تغییر شکل قالب
- نوسان نامنظم قالب
- سرد کنندگی ثانویه نامنظم بر روی وجوه مختلف بلوم
- عدم ساپورت کافی شاخته در زیر قالب
- خنک کنندگی بیش از حد در ناحیه زیر قالب
این عیب در نهایت بر شکل نهایی میلگرد و سایر مقاطع تاثیرگذار خواهد بود.

مشخصات عیب:
ترک های عرضی در وجوه شمش: این عیب عمدتا به خاطر اعمال تنش های کششی به سطح بلوم در انتهای قالب، ناحیه خنک کنندگی ثانویه و گاها محل صاف کنندگی شاخه تشکیل و به صورت پراکنده در سطح بلوم نمایان می گردد. علل اصلی ایجاد عیب:
- اصطکاک زیاد در قالب به خاطر شیب نامناسب
- سطح نامناسب قالب
- پودر ریخته گری نامناسب و ناکافی
- نوسان نامنظم قالب
- شیب حرارتی خیلی زیاد در ناحیه خنک کنندگی ثانویه
- تنش کششی در جهت طولی بلوم
- پایین بودن دمای شاخه در مرحله صاف کننده
- وجود عناصر مضر در آنالیز شیمیایی
این عیب در نهایت بر شکل نهایی میلگرد و سایر مقاطع تاثیرگذار خواهد بود.

مشخصات عیب:
ترک های قطری : این عیب به شکل ترک هایی در امتداد قطر سطح مقطع بلوم به وجود می آید. علل اصلی ایجاد عیب
- لوزی شدن سطح مقطع بلوم
- دمای بالای ریخته گری
- اختلاف سرعت خنک کنندگی در دو وجه مجاور
- ناکافی بودن شیب قالب
این عیب در نهایت بر شکل نهایی میلگرد و سایر مقاطع تاثیرگذار خواهد بود.

مشخصات عیب:
این عیب عمدتا به شکل ترک هایی در ناحیه مرکزی سطح مقطع بلوم شکل می گیرد. علل اصلی عیب:
- سرعت ریخته گری بالا
- دمای ریخته گری بالا
- عدم تناسب خنک کنندگی بین قالب و خنک کنندگی ثانویه
این عیب در نهایت بر شکل نهایی میلگرد و سایر مقاطع تاثیرگذار خواهد بود.

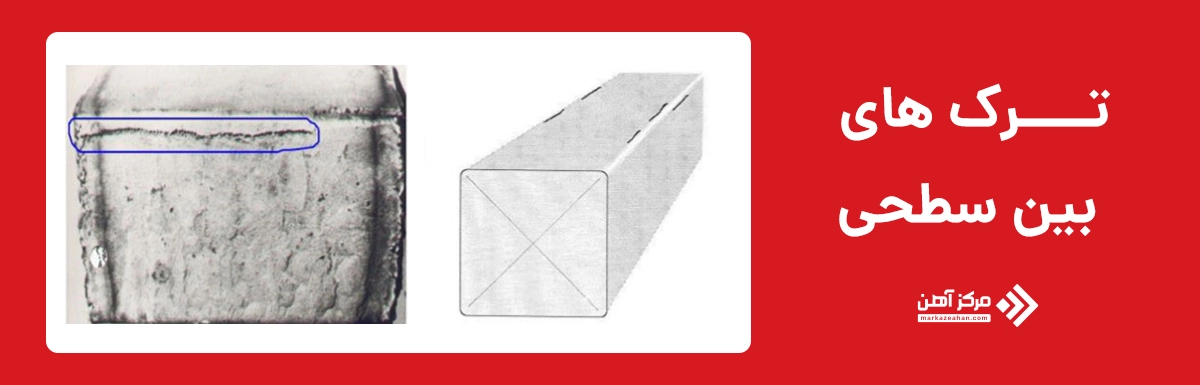
مشخصات عیب:
این ترک ها بین سطح یا محور بلوم ایجاد گردیده و مشابه با ترک های ناشی از مرحله صافکاری می باشد علل اصلی عیب:
- وجود عیب بادکردگی و خمیدگی
- دمای ریخته گری بالا
- خنک کنندگی ثانویه نامناسب
- کافی نبودن شیب قالب
- هم محور نبودن قالب و غلتک های هادی
مشخصات عیب:
ترک های طولی در گوشه: این عیب اصولا در گوشه و یا در نزدیکی گوشه های بلوم به وجود می آید و گاها طول ترک ها، کل طول بلوم را شامل می شود.
و عمق این ترک ها در حد 3 میلی متر و یا بیشتر از آن می باشد. این ترک ها در ناحیه پایین قالب به وجود می آید. علل اصلی ایجاد عیب:
- شعاع انحنا زیاد گوشه های قالب
- شیب کم قالب
- لوزی شکل شدن بیش از حد سطح مقطع شاخه
- دمای ریخته گری بسیار بالا
- سرعت ریخته گری بسیار بالا
- تنظیم نامناسب قالب با غلتک ناحیه خنک کننده ثانویه
- بالا بودن سختی آب مورد استفاده در خنک کاری قالب
این عیب به شکل حفرات راه بدر (pin holes) و یا حفرات زیر سطحی ظاهر می شود که عمده دلیل آن وجود گار محلول در ذوب می باشد. بعد از نورد برحسب درصد کاهش سطح مقطع، ترک هایی با طول و عمق های مختلف مشاهده می شود و گاها این حفرات در حین نورد به هم جوش خورده و از بین می روند. علل اصلی ایجاد عیب:
- اکسیژن زدایی ضعیف
- رطوبت پودر ریخته گری و مواد نسوز
- نوسانات زیاد سطح ذوب در قالب
- بیش از حد فرو رفتن S.E.N در مذاب
- ریخته گری در دمای بالا
- اکسیداسیون مجدد
- عدم استفاده از همزن القایی

مشخصات عیب:
حفره مرکزی:
اگر زاویه جبهه انجماد کوچک باشد، در اثر انقباض مذاب به تله افتاده. در آخرین نقطه انجماد حفره انقباضی (حفره مرکزی) ایجاد می شود.
تخلخل مرکزی: در ناحیه مرکزی و در محل برخورد دندریت ها در اکثر مواقع به دلیل انقباض ناشی از انجماد و عدم پر شدن. علل به وجود آمدن عیب:
- دمای ریخته گری بالا
- نداشتن همزن القایی قالب
- خنک کنندگی غیر یکنواخت در ناحیه خنک کنندگی ثانویه سطح مذاب باقی مانده حفرات ریز میکروسکوپی ایجاد می گردد.
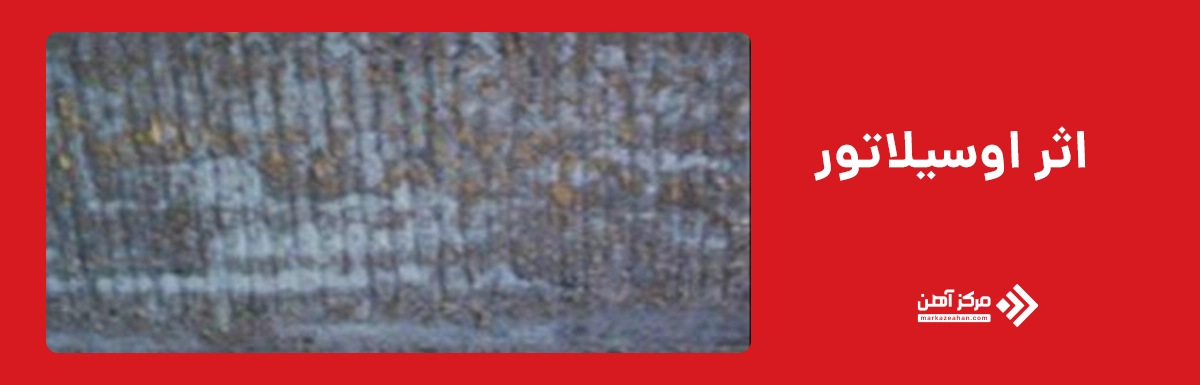
مشخصات عیب:
فرورفتگی های عرضی موازی در فواصل مساوی از هم در پیرامون بلوم را Oscillation marks می گویند. با توجه به ماهیت ریخته گری مداوم در صورتی که عمق اثرات بیش از حد معمول باشد، عیب محسوب می گردد. علل اصلی ایجاد عیب:
- دامنه نوسان زیاد قالب
- ریخته گری با سرعت پایین
- پودر ریخته گری نامناسب و ناکافی
- شیب بیش از حد قالب
- ارتباط نامناسب فرکانس نوسان با سرعت ریخته گری
- ریخته گری در دمای پایین
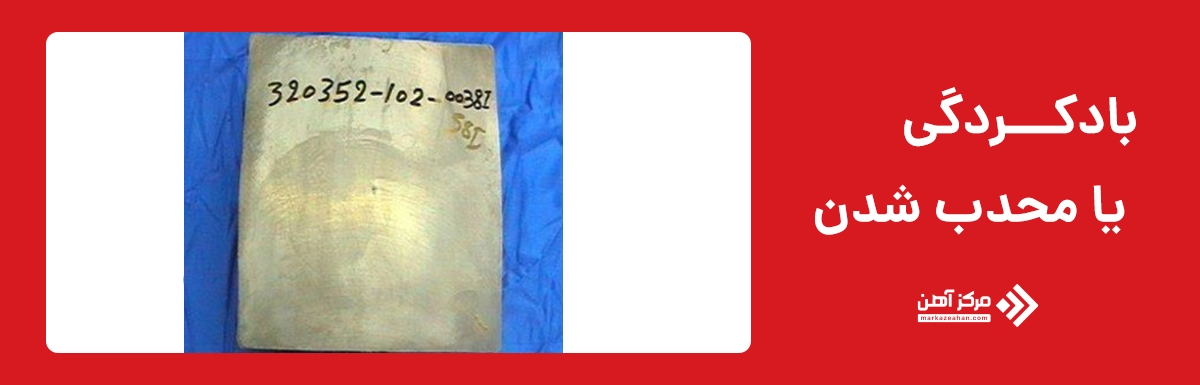
مشخصات عیب:
برآمدگی وجوه بلوم (عمدتا در دو وجه) را بالچینگ گویند.
علل اصلی ایجاد عیب:
- شیب خیلی کم قالب
- کافی نبودن خنک کنندگی قالب و ثانویه
- کم بودن بیش از حد قطر غلتک های هادی
- بیش از حد بودن فاصله بین غلتک ها
- سرعت و دمای بالای ریخته گری
- فشار زیاد غلتک کشاننده
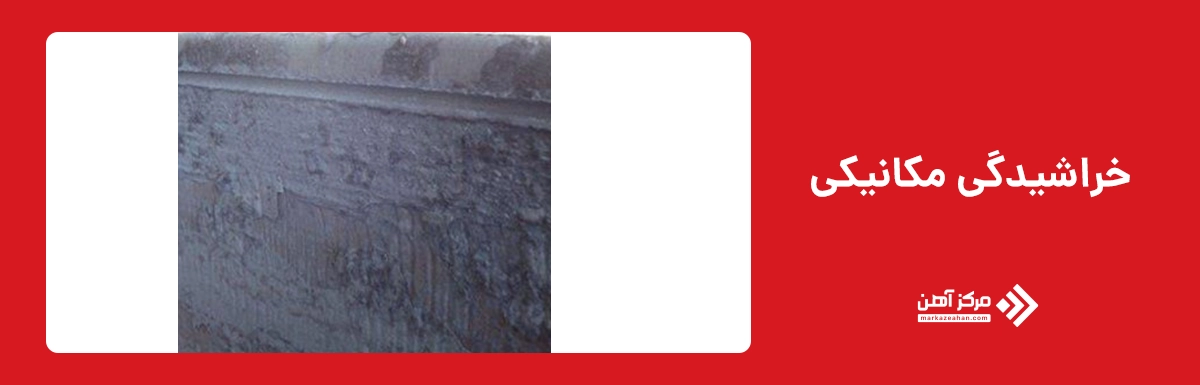
مشخصات عیب:
به صورت خراش های مکانیکی سطحی ممتد در روی بلوم دیده می شود. علل اصلی ایجاد عیب:
- تنظیم نبودن رولیک ها
- چسبیدن مواد خارجی به غلتک ها
- گیر کردن رولیک ها

مشخصات عیب:
تغییر سطح مقطع بلوم از حالت مربع یا مستطیل به لوزی یا یا متوازی الاضلاع را لوزی شکل شدن سطح مقطع بلوم می گویند. علل اصلی:
- اختلاف شدید سرد شدن در دو وجه مجاور
- تشدید تنش های کششی ناشی از تغییر شکل در ناحیه خنک کن ثانویه
- سرد کردن غیر یکنواخت در قالب و یا منطقه رینگ زیر قالب

فرو رفتگی وجوه بلوم را سطح مقطع مقعر گویند.
شیب زیاد قالب
شدت بالای خنک کنندگی ثانویه دقیقا زیر قالب از دلایل اصلی وجود این عیب می باشد.

مشخصات عیب:
ذرات سرباره اولیه و یا آخال ناشی از اکسیژن زدایی مذاب همچنین ناخالصی های همراه با مذاب ( ذرات نسوز جدا شده از مواد نسوز) می تواند باعث بروز این عیب گردد. علل اصلی ایجاد عیب:
- وجود مواد اکسیژن زدا که باعث تولید اکسید آلومینیم و سیلیکات منگنز می گردند.
- مواد نسوز با کیفیت بد ( پاتیل، اسلاید گیت و …)
- نامناسب بودن پودر پوششی در تاندیش و قالب
- تغییرات ناگهانی سطح مذاب در قالب
- رطوبت مواد مصرفی
- دمای ریخته گری پایین
- ورود سرباره پاتیل به قالب


- ارسال شده توسط :عبدالعلی رامی7 سال پیشاگر عیبهایی را که در مقاطع هنگام تولید ایجاد می کرد و با عکس نشان داده می شد خیلی مفید تر بود من از زحمات نگارنده کمال تشکر را دارم
- ارسال شده توسط :کاربر ناشناس8 ماه پیشسلام علت شره کردن شمش در هنگام برش کاری با ماشین برش چیست ؟شره زیر شمش
- ارسال شده توسط :کارشناس مرکزآهن8 ماه پیشسلام شره کردن شمش هنگام برش معمولاً به دلیل تنظیم نبودن ارتفاع نازل، فشار اکسیژن یا سرعت برش رخ می دهد و باعث ذوب و ریزش اضافی فلز می شود. همچنین کیفیت سطح شمش، آلودگی یا دمای نامناسب حین برش می تواند تشکیل شره در زیر شمش را تشدید کند.
- ارسال شده توسط :0919983****1 سال پیشبا سلام و خسته نباشید. با تشکر از مقاله شما
- ارسال شده توسط :کارشناس مرکزآهن1 سال پیشبا سلام و احترام ممنون از نظر شما