
خدمات برشکاری ورق

دسترسی سریع به محتوای این مطلب
خدمات برشکاری ورق یکی از اصلی ترین نیازهای صنایع فلزی است و تقریباً هیچ پروژه عمرانی، صنعتی یا ساختمانی بدون آن امکان اجرا ندارد. اکثر مشتریان هنگام خرید ورق آهن یا انتخاب خدمات ورق فلزی، علاوه بر توجه به قیمت آهن، کیفیت برش و دقت نهایی قطعه را اولویت قرار می دهند. در بازار امروز، خدمات برشکاری ورق در شهرهای بزرگ مثل برشکاری ورق اصفهان و برشکاری ورق تهران بسیار پرتقاضا شده، زیرا صنایع مختلف نیاز دارند ورق سیاه، ورق استیل، ورق روغنی و ورق آهن را دقیقاً مطابق نقشه و ابعاد موردنظر دریافت کنند.
مرکزآهن با ارائه مجموعه ای کامل از انواع خدمات برشکاری ورق شامل برش لیزری، برش گیوتین، برش CNC و خم و برش ورق اصفهان، فرآیند تهیه و برش ورق فولادی را برای مشتری ساده و سریع کرده است. هدف این خدمات، افزایش سرعت تولید، کاهش ضایعات، بالا بردن کیفیت قطعات و کوتاه کردن زمان تحویل است تا مشتری بتواند بدون اتلاف منابع، پروژه خود را جلو ببرد. با توسعه تکنولوژی در دستگاه برش ورق دستی و صنعتی، امکان برش ورق فولادی در ضخامت های متنوع ایجاد شده و شما می توانید برای هر نوع ورق از خدمات مناسب استفاده کنید.
در این صفحه به توضیح کامل نکات و مراحل خدمات برشکاری و بررسی قیمت ورق پرداخته ایم، با ما همراه باشید. مرکزآهن ارائهدهنده انواع خدمات برش ورق آهن با بروزترین دستگاه روش های پیشرفته است. برای دریافت خدمات برشکاری ورق با شماره 91009009-031 تماس بگیرید.
خدمات برشکاری ورق مرکزآهن
مرکزآهن، مجموعه ای مجهز، گسترده و تخصصی است که در زمینه برشکاری ورق، خدماتی با کیفیت صنعتی و استانداردهای جهانی ارائه می دهد. این مجموعه به دلیل تنوع دستگاه ها، توانایی برش ورق در ضخامت های مختلف، تحویل سریع، و پشتیبانی دائمی، به یکی از انتخاب های اصلی بسیاری از مهندسان و تولیدکنندگان در صنایع مختلف تبدیل شده است. خدمات برشکاری ورق در مرکزآهن شامل طیف وسیعی از عملیات برش است که بسته به نیاز پروژه ها و نوع ورق، به صورت دقیق و حرفه ای انجام می شود. این خدمات شامل برش ورق های سیاه، روغنی، استیل، گالوانیزه، رنگی و آلومینیوم است. مرکزآهن قادر به ارائه قطعات در ابعاد کوچک و بزرگ به صورت تخصصی و با دقت بالا است.
خدمات قابل ارائه در این مجموعه شامل موارد زیر میباشد:
- برش لیزر ورق آهن: برش لیزری یکی از دقیق ترین روش ها برای برش ورق ها است که امکان برش طرح های پیچیده و دقیق را فراهم می کند.
- برش CNC فوق دقیق: با استفاده از دستگاه های CNC، مرکزآهن قادر به برش دقیق ورق ها با کمترین تلرانس ممکن است، که این امر برای پروژه های حساس و پیچیده بسیار مناسب است.
- برش گیوتین در ابعاد بزرگ: برش گیوتین برای ورق های با ضخامت های بالا و در ابعاد بزرگ مناسب است و به صورت سریع و دقیق انجام می شود.
- برش پلاسما برای ضخامت های بالا: برش پلاسما برای ورق های ضخیم تر از ۲۰ میلی متر کاربرد دارد و دقت بالایی را در برش ورق های فولادی ایجاد می کند.
- خمکاری و فرمینگ ورق: برای شکل دهی ورق های فلزی به اشکال مختلف، خدمات خمکاری و فرمینگ نیز در مرکزآهن انجام می شود.
- ساخت قطعات صنعتی و ساختمانی: علاوه بر خدمات برشکاری، مرکزآهن قادر به تولید و ساخت قطعات صنعتی و ساختمانی با ابعاد دقیق و مطابق با نیاز مشتری است.
خدمات ارائه شده در مرکزآهن به مهندسان، تولیدکنندگان و پروژه های مختلف کمک می کند تا با دقت و سرعت بالا قطعات مورد نیاز خود را دریافت کنند. مرکزآهن از زمان انتخاب ورق تا تحویل نهایی، همواره در کنار مشتریان است تا فرآیند خرید و تولید بدون دغدغه و به راحتی انجام شود. برای کسب اطلاعات بیشتر به جدول زیر مراجعه کنید:
خدمات برشکاری ورق | توضیحات |
|---|---|
برش لیزر ورق آهن | دقت بالا در برش ورق های آهنی با امکان برش طرح های پیچیده و خاص. |
برش CNC فوق دقیق | برش دقیق با کمترین تلرانس و مناسب برای پروژه های حساس و دقیق. |
برش گیوتین در ابعاد بزرگ | برش ورقهای با ضخامت بالا و در ابعاد بزرگ با سرعت و دقت بالا. |
برش پلاسما برای ضخامت های بالا | برش ورق های فولادی با ضخامت بالا، از جمله ورق های ضخیمتر از ۲۰ میلی متر. |
خمکاری و فرمینگ ورق | شکل دهی و خمکاری ورق های فلزی به اشکال مختلف با دقت و کیفیت بالا |
ساخت قطعات صنعتی و ساختمانی | ساخت قطعات دقیق برای پروژه های صنعتی و ساختمانی با ابعاد سفارشی. |
انواع روش های برشکاری ورق
برشکاری ورق به فرآیند شکل دهی ورق های فلزی گفته می شود که به منظور تولید یک محصول با فرآیندهای دیگر از جمله نورد، کشش عمیق و خمش مورد استفاده قرار می گیرد. به طورکلی فرایند برشکاری ورق به عنوان یکی از فرایندهای شکل دهی فلزات محسوب می شود. این فرایند در صنعت به روش های متفاوتی انجام می گیرد که هریک دارای مزایا و معایبی است. همچنین این روش ها ازلحاظ پارامترهای متفاوتی از جمله صرفه اقتصادی، هزینه، تلرانس برش و امکانات موجود با یکدیگر متفاوت هستند.
امروزه روش های متداول برای تولید ورق برشی عبارتند از:
- لیزر
- قالب برش
- پلاسما
- باربرداری جزئی
- جت سیال ساینده
- تخلیه الکتریکی
- فرز
- برش با تیغه
- برش شعله ای
- آلتراسونیک
فرزکاری
این روش به عنوان قدیمی ترین روش های برشکاری ورق گالوانیزه و آهن شناخته می شود. برش ورق در این روش توسط ماشین فرز صورت می گیرد و به روش های دستی و اتوماتیک قابل کنترل است. قطعه ای تحت عنوان اسپیندل نیز در این روش وظیفه ثابت نگه داشتن ابزار و چرخش آن را به عهده دارد.
برش هوا گاز
برشکاری توسط هوا گاز برای محصولات فولادی بسیار مورداستفاده است. از مزایای این روش می توان به ایجاد لبه هایی صاف و تمیز اشاره کرد و محصول تولیدی در نهایت از کیفیت بالایی برخوردار خواهد بود. برش هوا گاز برای ورق هایی با ضخامت 2000-10 میلی متر مورداستفاده بوده ولی در موارد خاص برای ضخامت های 300-6 میلی متر نیز استفاده می شود.
برش لیزر
برشکاری ورق فولادی توسط لیزر را می توان یکی از جدیدترین روش های برشکاری در صنعت به شمار آورد که معمولا برای ضخامت های 25-10 میلی متر مورد استفاده است. مزیت این روش سهولت آن بوده به طوری که بدون نیاز به اپراتور به آسانی صورت می گیرد. تنها محدودیت این روش سرعت پایین آن برای ورق هایی با ضخامت بالا است ولی در ضخامت های پایین سرعت بسیار بالایی دارد.
برش پلاسما
برش پلاسما نسبت به برش هوا گاز سرعت بالاتری داشته و برای ضخامت های 30-1 میلی متر مورد استفاده است. همچنین به دلیل تنوع بالا در قیمت و روش انجام کار در موارد بسیاری استفاده می شود. در شرایط خاص از این روش برای برش ورق هایی با ضخامت 160-0.5 میلی متر می توان استفاده کرد.
برش واتر جت
در این روش برای برشکاری ورق استیل و آهن از فشار آب شدید استفاده می شود. به دلیل عدم وجود تنش گرمایی کیفیت لبه ها در برش واترجت حتی از برش لیزر نیز بهتر است. همچنین نوع فلز و ضخامت ورق در این روش هیچ گونه محدودیتی نخواهد داشت.

برش لیزر ورق آهن
اگر به دنبال خدمات برش ورق با لیزر با دقت بالا و کیفیت عالی هستید، مرکزآهن گزینه ای ایده آل برای شما است. ما با استفاده از پیشرفته ترین دستگاه ها و تکنولوژی ها، توانایی برش ورق های مختلف از جمله ورق فولادی و ورق آهن با لیزر را داریم. این روش به شما امکان می دهد تا ورق های آهنی با ضخامت های مختلف را با دقت بالا و بدون هیچ گونه تغییر شکل یا آسیب به سطح برش دهید.
خدمات برش لیزری ورق آهن در مرکزآهن به شما این امکان را می دهد که قطعات پیچیده و دقیق مورد نیاز خود را با سرعت و کیفیت بالا تولید کنید. برش لیزر ورق آهن یکی از روش های ایده آل برای پروژه های صنعتی و ساختمانی است که نیاز به دقت بسیار زیاد دارند. این فرآیند دقیقاً مطابق با ابعاد و طرح های مشخص شما انجام می شود و امکان ایجاد طرح های پیچیده را به سادگی فراهم می کند. یکی از مزایای برجسته برش ورق فولادی با لیزر، کاهش اتلاف مواد است. این تکنولوژی به شما این امکان را می دهد که قطعات خود را بدون هیچگونه هدررفتی برش داده و در نتیجه هزینه های تولید را کاهش دهید. همچنین، سطح برش ها کاملاً صاف و دقیق بوده و نیازی به عملیات تکمیلی اضافی ندارد. در مرکزآهن، ما با برش ورق آهن با لیزر در ضخامت های مختلف از ۱ میلی متر تا ۲۰ میلی متر، می توانیم به شما خدماتی سریع، دقیق و مقرون به صرفه ارائه دهیم. این روش مناسب برای پروژه های مختلف از جمله ساخت قطعات صنعتی، سازه های فلزی و حتی طراحی های هنری است.
مزایای فرایند برش لیزری ورق برای تولید ورق برشی و سپس کیفیت برشی لیزری جداگانه در این قسمت آورده شده است. مزایای فرایند برش لیزر ورق آهن به شرح زیر است:
- برش لیزر ورق استیل و سایر انواع ورق یکی از سریع ترین فرایندهای برش به شمار می رود.
- برش ها می توانند دارای مسیرها و منحنی های پیچیده باشد.
- قابلیت تطبیق پذیری خوبی با سیستم های کنترل کامپیوتری و اتوماتیک دارد.
- سایش ابزار در این فرایند صفر است چون در عمل تماس مکانیکی ندارد.
- آلودگی صوتی در این فرایند بسیار کم است.
- نیازی به گیره بندی قطعه کار نیست.
- فرایند قابلیت انعطاف پذیری خوبی دارد.
برش به صورت چند لایه ورق روی هم و توده ای هم می تواند انجام شود. اما باید توجه شود که ورق ها به هم جوش نخورند. گستره وسیعی از مواد را می توان توسط این روش برش داد. این مواد می توانند ترد، شکننده، رسانای الکتریکی یا نارسانا، سخت یا نرم باشند. البته در برش مواد با انعکاس بالا مثل مس و آلومینیم نیاز به لیزرهای با توان مناسب و جذب پرتو مناسب توسط فلز است.
ویژگی های برش لیزر در مقایسه با سایر روشها برای تولید ورق برشی
پهنای شیار بسیار باریک است و سبب کاهش اتلاف ماده می شود از این رو محدودیت های شعاع داخلی ابزار را در این روش موجود ندارد. مانند روش های مکانیکی که براده های اضافی بر جای می گذارد براده مشاهده نمی شود. ناحیه متاثر از حرارت بسیار کمی در حد کمتر از 5/0 میلی متر در این روش مشاهده می شود. از این رو در این روش اعوجاج ناشی از حرارت بسیار کم است. لبه های برش بسیار صاف و تمیز هستند و نیاز به عملیات مجدد ندارند و عمل جوشکاری بعد از این فرایند امکان پذیر است. برخلاف سایر فرایندهای برش گرایی برای تولید ورق برشی لبه ها می توانند تیز و چهارگوش باشند. برش های کور در این روش بر روی مواد مانند چوب قابل انجام است. عمق برش در این روش محدود و بستگی زیاد به توان خروجی لیزر مورد نظر دارد.
شرح فرایند برشکاری ورق با لیزر
برش با لیزر برای تولید ورق برشی یک فرایند گرمایی است که در آن یک اشعه لیزر متمرکز برای ذوب ماده در یک ناحیه مورد استفاده قرار می گیرد. در این روش یک جت گاز مواد را از ناحیه برش بیرون زده و محل کار را تمیز می کند و یک برش پیوسته به وسیله حرکت اشعه لیزر و کنترل ناحیه کار با دستگاه های ماشین کاری کنترل مرکزی ایجاد می شود و با خروج این مذاب توسط گاز کمکی ادامه می یابد.
در این فرایند برای خروج مذاب از شیار برش ورق برشی از گازهای خنثی مثل آرگون یا گازهای فعال مثل اکسیژن استفاده می شود. مزیت استفاده از گاز اکسیژن در آزاد کردن انرژی و کم کردن کشش سطحی است که باعث می شود سرعت برش تا حد قابل قبولی بالا برود.
در طرف مقابل با به کارگیری گاز خنثی دیگر از انرژی اضافی اکسیداسیون خبری نیست و صرفا این پرتو لیزر است که فرایند مذاب سازی سطح در حال برش را بر عهده دارد. به طور معمول فشارهای گازهای خنثی برای برشکاری خیلی بیشتر از فشار گازهای فعال مثل اکسیژن است.
انواع روش های برش لیزر ورق
برشکاری توسط لیزر برای تولید ورق برشی به روش های مختلفی انجام می شود.
- برش تبخیری
در این روش پرتو متمرکز شده نخست سطح قطعه را تا نقطه جوش گرم کرده و یک حفره راهنما ایجاد می کند. حفره به سبب بازتاب های متعدد یک افزایش ناگهانی در قابلیت جذب ایجاد می کند و قطعه سریعا گرم می شود و در این هنگام بخار تشکیل شده و آزاد می شود.
در این روش برای تولید ورق برشی، لیزر فراهم کننده گرمای نهان است تا ماده به دمای تبخیر برسد و به حالت بخار جدا شود. جدایش ماده در این روش به دلیل تغییر فاز مستقیم به بخار است و بنابراین کیفیت برش بسیار بالا است. این روش مناسب مواد با هدایت حرارتی کم و گرمای تبخیر کم مانند پلیمرها، مواد آلی، کاغذ و پارچه است.
- برش به روش ذوب و دمش برای تولید ورق برشی
در برش به روش ذوبی پرتو لیزر با طی مسیری به صورت مستقیم یا منحنی بر روی قطعه حرکت می کند. جذب انرژی از پرتو با شدت بالا سبب ذوب فلز شده و شیار برش ایجاد می شود . معمولا از یک نازل مخروطی و هم محور با پرتو لیزر جهت گاز کمکی استفاده می شود.
فشار گاز در این روش بالاست و سبب ایجاد نیرویی برای خروج مذاب از شیار برش می شود. مذاب به صورت عمودی از پایین شیار برش به حالت قطره ای خارج می شود و در این روش در بعضی از موارد مذاب به زیر سطح برش می چسبد. چون تغییر فاز در این روش از جامد به مذاب است بنابراین نسبت به روش تبخیری انرژی کمتری موردنیاز است.
برش به روش ذوبی همراه با دمش گاز اکسیژن برای تولید ورق برشی
در این فرایند قسمت جلوی برش به منطقه بسیاری از فعالیتها تبدیل می شود. گازی که از میان بریدگی عبور می کند نه تنها مذاب را به خارج از شیار نمی راند بلکه با آن واکنش می دهد. مقداری انرژی که از واکنش سوختن در این فرایند آزاد می شود متغیر و وابسته به جنس است. به عنوان مثال برای فولادها 60 درصد، و برای مواد واکنش پذیری مانند تیتانیوم در حدود 90 درصد است.
از این رو سرعت برش در این روش برای تولید ورق برشی از حالت معمولی با گاز خنثی بیشتر است. البته شایان ذکر است استفاده از گاز اکسیژن برای همه مواد امکان پذیر نیست. به عنوان مثال در ورق تیتانیوم به دلیل افزایش بیش از حد انرژی ورودی به ورق عرض برش زیاد و سوختگی دیوارهها را در بردارد. علاوه بر آن اکسیژن مووجود بر روی لبه باعث ایجاد سختی و مستعد ترک برداشتن است. در صورتی که استفاده از گاز اکسیژن برای فولاد نرم سبب سیالیت مذاب و خروج راحت تر آن از شیار برش می شود.
برش با شکست کنترلی
در این روش پرتو لیزر یک تنش مکانیکی در محل برخورد با قطعه ایجاد میکند که سبب می شود ماده به صورت قابل کنترل در امتداد پرتو لیزر بشکند، جداسازی ماده توسط رشد ترک و در امتداد پرتو لیزر ایجاد می شود. پرتو برخوردی با قطعه در نقطه متمرکز سبب انبساط و ایجاد تنش های کششی می شود که این تنش ها با ایجاد یک تمرکز تنش در امتداد مسیر پرتو لیزر سبب شکست می شوند.
انرژی موردنیاز در این روش از سه روش قبلی ذکر شده کمتر است چون نیاز به ذوب یا تبخیر ماده نیست و همچنین در این روش سرعت برش بالاست و لبه های برش تیز و صاف ایجاد می شوند. موارد استفاده این روش در مواد ترد نظیر سرامیک ها، شیشه ها، سیلیکون ها و اکسید آلومینیم است.
برش سرد
در این روش از یک پالس بسیار کوتاه در حدود پیکو ثانیه با چگالی توان بسیار بالا در محدوده فرا بنفش استفاده می شود که سبب شکستن انرژی پیوند مواد می شود و آثار حرارتی بر جای نمی گذارد. انرژی هر فوتون در محدوده فرا بنفش 9/4 الکترون ولت است که این مقدار با انرژی پیوند بسیاری از مواد آلی برابری دارد. بنابراین با برخورد یک فوتون با یک پیوند آن پیوند از بین می برد و اگر تعداد فوتون های برخوردی به قطعه به تعداد پیوندهای ماده باشد می توان پدیده برش را بدون آثار حرارتی ایجاد کرد.
- حکاکی کردن
حکاکی فرایندی است برای ایجاد خطی از حفره ها که می تواند عمیق یا سطحی باشد. در این روش از پالس ها با چگالی انرژی بالا برای برداشتن مواد به صورت بخار استفاده می شود. از میان روش های گفته شده در بالا برای برش ورق آهن سه روش بر مبنای حرارت بوده و آثار حرارتی بر روی ورق خواهد داشت. این سه روش عبارتند از پلاسما، شعله و لیزر.

روش های متداول برش ورق الف) برش با قیچی (گیوتین) ب) برش با جت آب ج) برش با شعله د) برش با سنبه و ماتریس (قالب برش) ه) برش پلاسما
چرا خدمات برش ورق آهن در مرکزآهن؟
مرکزآهن به دلیل استفاده از تجهیزات صنعتی پیشرفته، دقت بالا در خروجی و سرعت تحویل استاندارد، یکی از قابل اعتمادترین مراکز خدمات برشکاری ورق در کشور است. این مجموعه تمام سفارش های ورق سیاه، ورق روغنی، ورق استیل و ورق گالوانیزه را با کنترل کیفیت چند مرحله ای تحویل می دهد تا هیچ خطا، پلیسه یا تاب برداشتی در قطعه نهایی وجود نداشته باشد. استفاده از دستگاه های جدید و اپراتورهای متخصص، باعث شده دقت خطوط برش، همترازی ابعاد و کیفیت لبههای خروجی کاملاً مطابق استانداردهای صنعتی باشد.
مزیت دیگر مرکزآهن، سرعت بالای فرآیند تحویل و پشتیبانی کامل از مشتری است. مجموعه از زمان ثبت سفارش تا مرحله طراحی، برش و بسته بندی همراه مشتری می ماند و امکان اجرای پروژه های کوچک، بزرگ و فوق حساس را فراهم می کند. همچنین امکان انجام کارهای دقیق مانند برشکاری ورق روغنی اصفهان، ورق های نازک و قطعات ظریف نیز با دقت بالا وجود دارد. ترکیب کیفیت عالی و قیمت مقرون به صرفه باعث شده مرکزآهن به انتخاب اول بسیاری از پروژه های صنعتی و ساختمانی تبدیل شود.
دلایل انتخاب مرکزآهن:
- تجهیزات پیشرفته با قابلیت برش ضخامت های بالا
- تحویل سریع سفارش های صنعتی و ساختمانی
- کنترل کیفیت چندمرحله ای و دقت بالا
- مناسب کارهای حساس مانند ورق روغنی و استیل
- قیمت اقتصادی و رقابتی برای پروژه های کوچک و بزرگ
معرفی دستگاه های برش ورق
روش های معمول برشکاری ورق روغنی و فلزی و ابزار برش ورق فلزی را می توان چنین بیان کرد.
- برش با سنبه و ماتریس (قالب های برش و دستگاه برش ورق دستی)
- برش با قیچی (برش گیوتین ورق)
- برش رول به رول ورق
- باربرداری جزئی
- برش با جت آب (واتر جت)
- تخلیه الکتریکی
- فرزکاری
- آلتراسونیک
- برش پلاسما
- برش با شعله
- برش لیزری
- برش هوا گاز
روش برشکاری ورق هاردوکس و سایر انواع ورق از نقطه نظرهای گوناگون از قبیل هزینه تمام شده، صرفه اقتصادی، دقت و تلرانس برش، امکانات موجود و … قابل مقایسه با یکدیگر هستند. بزرگ ترین دلایل استفاده از لیزر در صنعت برشکاری برای تولید ورق برشی دقت ابعادی بالا، سرعت بالای برش، غیرتماسی بودن فرایند و بازه گستره ضخامت ورق (25/0 الی 20 میلی متر) است. در این روش با متمرکز شدن پرتوی لیزر در یک ناحیه بسیار باریک و تمرکز انرژی گرمایی در آن ناحیه، از گرم شدن اضافی دیگر مناطق قطعه جلوگیری نموده و در نتیجه ناحیه بسیار کوچک متاثر از حرارت در حدود 15/0-05/0 میلی متر ایجاد می شود. با توجه به این که در دیگر روش های برشکاری حرارتی برای تولید ورق برشی (پلاسما، شعله و …) منطقه وسیعی از قطعه تحت تاثیر انرژی حرارتی قرار گرفته و مقادیر بیشتری از قطعه در هنگام برشکاری به عنوان شیار از بین می رود، استفاده از این روش در صنعت روز به روز افزون می شود. روش های تولید مختلف این محصول بر قیمت ورق برشی تاثیرگذار خواهد بود.
معیارهای انتخاب بهترین خدمات برشکاری ورق
انتخاب یک مرکز برشکاری معتبر تأثیر زیادی بر کیفیت نهایی پروژه دارد. کیفیت لبه برش، دقت ابعاد، سرعت تحویل و توانایی برش انواع ورق از مهم ترین فاکتورهایی هستند که تعیین می کنند یک مرکز چقدر حرفه ای عمل می کند. تجهیزات بروز، اپراتور ماهر و دستگاه های متنوع نیز نقش مهمی در دقت و تمیزی خروجی دارند. مجموعه ای حرفه ای باید بتواند ورق های نازک و ورق های ضخیم را بدون خطا و تاب برداشتن برش دهد. مرکزآهن با داشتن تمام این ویژگی ها، یکی از کامل ترین مراکز ارائه دهنده خدمات برشکاری ورق در کشور است. این مجموعه علاوه بر شفافیت در قیمت برشکاری ورق، امکان مشاوره فنی و بررسی نقشه را نیز در اختیار مشتری قرار می دهد تا هیچ اشتباهی در روند تولید رخ ندهد.
معیارهای مهم انتخاب مرکز برشکاری
- کیفیت لبه و تمیزی خطوط برش
- استفاده از دستگاه های جدید و صنعتی
- توانایی برش ورق نازک تا ضخیم
- شفافیت کامل در قیمت و هزینه نهایی
- سرعت تحویل و نظم در اجرا
- وجود تیم فنی و توانایی نقشه خوانی دقیق
جدول مقایسه عرض ناحیه متاثر از حرارت و پهنای شکاف برش برای ورق فولادی
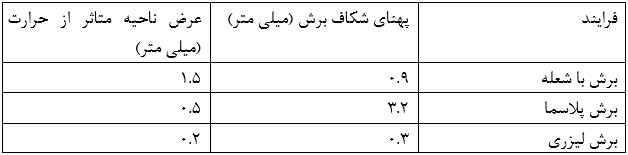
ستون سمت چپ نمایانگر تفاوت این سه روش در ارتباط با میزان ناحیه متاثر از حرارت است. می بینیم که روش برش فلزات با لیزر کمترین حرارت را به فلز پایه وارد می کند. ستون وسط نشانگر پهنای شیار برش است. هرچقدر این پهنا بیشتر باشد، ماده بیشتری از بین می رود و اتلاف بیشتر خواهد بود و نیز امکان ایجاد طرح های ظریف کمتر خواهد شد. در این ستون نیز مشخص است که کمترین پهنای شیار برش مربوط به برش با لیزر است.
در روش های معمول هنگام برش و جوشکاری به دلیل استفاده از گرمای زیاد در ورق ها اعوجاج ایجاد می شود. در مراحل بعدی این اعوجاج باعث عدم دقت در مونتاژ قطعات شده و در نتیجه زمان و نیروی کار زیادی در مرحله مونتاژ باید صرف جبران عیوب مربوط به روش های معمول برشکاری و جوشکاری شود. در روش های جدید شار گرمای ورودی بسیار کم و کنترل شده است و در نتیجه علاوه بر کاهش زمان و هزینه و بالا رفتن سرعت ساخت به دلیل استفاده از این روشها، در مراحل بعدی به زمان و نیروی کمتری برای مونتاژ کردن نیاز است.
در روش لیزری برشکاری ورق های فلزی با متمرکز شدن پرتوی لیزر در یک ناحیه بسیار باریک و تمرکز انرژی گرمایی در آن ناحیه، از گرم شدن اضافی دیگر مناطق قطعه جلوگیری نموده و در نتیجه ناحیه بسیار کوچک متاثر از حرارت ایجاد می نماید. با توجه به اینکه در دیگر روش های برشکاری حرارتی (پلاسما، شعله، …) منطقه وسیعی از قطعه تحت تاثیر انرژی حرارتی قرار گرفته و مقادیر بیشتری از قطعه در هنگام برشکاری به عنوان شیار از بین می رود، استفاده از این روش در صنعت روز به روز افزون می گردد.
فلز پایه در منطقه متاثر از حرارت به دلیل تاثیرات گرمایی مستعد عیوبی همچون ترک است. این ناحیه دمای بالایی دارد و در معرض واکنش با گازهای محیط و از جمله اکسیژن است. این ناحیه که به دلیل اکسیداسیون از دیگر مناطق قطعه قابل تشخیص است، به موجب تغییرات در اندازه دانه های آن و ریز ساختار، از خواص مکانیکی متفاوت نسبت به دیگر مناطق قطعه برخوردار است. به همین دلیل با کنترل پارامترهای دخیل در برشکاری همواره سعی می شود این منطقه کوچک تر شود.
هزینه خدمات برشکاری ورق فولادی
هزینه برشکاری ورق وابسته به نوع ورق (سیاه، استیل، روغنی، گالوانیزه)، ضخامت، روش برش، میزان سفارش و پیچیدگی طرح است. برای مثال، برش لیزری ورق های نازک هزینه بیشتری نسبت به برش گیوتین دارد، اما دقت نهایی آن نیز بسیار بالاتر است. همچنین پروژه هایی که دارای خطوط منحنی و زوایای زیاد هستند، نیاز به زمان بیشتری برای برش دارند و هزینه نهایی آنها بیشتر می شود. در مرکزآهن تمام این هزینه ها قبل از شروع کار اعلام می شود تا مشتری با شفافیت کامل تصمیم بگیرد.
مرکزآهن قیمت ها را روزانه بر اساس قیمت آهن، هزینه انرژی، میزان مصرف دستگاه و زمان اجرای پروژه به روزرسانی می کند. این شفافیت باعث می شود هیچ هزینه پنهانی به مبلغ نهایی اضافه نشود و مشتری بتواند سفارش خود را دقیق مدیریت کند.
جدول عوامل تعیینکننده قیمت برشکاری
| عامل مؤثر | توضیح |
|---|---|
| نوع ورق | سیاه، روغنی، استیل، گالوانیزه |
| ضخامت ورق | ضخامت بالاتر = هزینه بیشتر |
| روش برش | لیزر > CNC > گیوتین |
| پیچیدگی طرح | خطوط منحنی، زاویه ها، طول مسیر |
| مقدار سفارش | تیراژ بالا = قیمت کمتر |
نحوه ثبت سفارش خدمات برش ورق آهن در مرکزآهن
ثبت سفارش در مرکزآهن با سرعت بالا و روند بسیار ساده انجام می شود. کافی است مشتری اطلاعات اصلی مانند جنس ورق، ضخامت، ابعاد، فایل نقشه و روش برش موردنظر را ارسال کند. سپس تیم فنی مرکزآهن نقشه را بررسی کرده و براساس نوع ورق و میزان پیچیدگی، بهترین روش برش و هزینه نهایی را اعلام می کند. پس از تأیید مشتری، سفارش وارد مراحل تولید می شود و در کوتاه ترین زمان به صورت بسته بندی شده تحویل داده خواهد شد.
همچنین می توان اضافه کرد که حین انجام خدمات و بعد از ثبت سفارش، برشکاری در ورق سیاه و انواع دیگر ورق باید عوامل را بررسی کرد و با کارشناسان و متخصصان این مجموعه تماس حاصل نمود. مرکزآهن سه روش اصلی برای ثبت سفارش ارائه می دهد: تماس تلفنی، ارسال پیام از طریق واتس اپ و ثبت سفارش آنلاین از طریق سایت. این تنوع باعث شده مشتریان صنعتی، کارخانه ها و پروژه های بزرگ بتوانند در کمترین زمان سفارش خود را ثبت کنند. پشتیبانی لحظه ای و پاسخ گویی تیم فنی، روند کار را برای مشتری بسیار ساده و بدون دغدغه می کند.
روش های ثبت سفارش:
- تماس تلفنی با پشتیبانی مرکزآهن
- ارسال فایل نقشه از طریق واتس اپ
- ثبت سفارش آنلاین در سایت مرکزآهن
سوالات متداول
خدمات برشکاری ورق شامل دریافت نقشه یا ابعاد، انتخاب روش مناسب برش، تنظیم دستگاه، انجام برش و کنترل کیفیت نهایی قطعات است. پس از تأیید مشتری، قطعات بسته بندی و آماده تحویل می شوند.
مرکزآهن خدماتی مانند برش لیزر، برش CNC، برش گیوتین، پلاسما و خمکاری ورق را ارائه می دهد. تمام خدمات برای ورق سیاه، استیل، روغنی، گالوانیزه و سایر ورق های صنعتی انجام می شود.
در برش لیزر، اشعه لیزر با دقت بالا روی ورق متمرکز شده و مسیر برش طبق نقشه CNC اجرا می شود. این روش قطعات را بدون پلیسه و با دقت میکرونی تحویل می دهد.
دستگاه های لیزر فایبر، CNC، گیوتین هیدرولیک، پلاسما و دستگاه برش دستی برای پروژه های سنگین و سبک استفاده می شوند. انتخاب دستگاه بر اساس ضخامت و جنس ورق انجام می شود.
کیفیت لبه برش، دقت دستگاه ها، سرعت تحویل، تجربه اپراتور و شفافیت قیمت از مهم ترین معیارها هستند. مجموعه ای مناسب باید توانایی برش ورق های نازک و ضخیم را بدون خطا داشته باشد.
هزینه بر اساس نوع ورق، ضخامت، روش برش، متراژ و پیچیدگی طرح محاسبه می شود. پیش از آغاز کار، برآورد دقیق هزینه به مشتری اعلام می شود.
جنس ورق، ضخامت، نوع دستگاه (لیزر، CNC یا گیوتین)، مسیر برش و میزان سفارش از عوامل اصلی هستند. طرح های پیچیده معمولاً هزینه بیشتری دارند.
مرکزآهن با دستگاه های پیشرفته، دقت بالا، تحویل سریع و قیمت شفاف، انتخابی مطمئن برای پروژه های صنعتی است. پشتیبانی کامل فنی نیز مزیت مهم این مجموعه محسوب می شود.
ثبت سفارش از طریق تماس تلفنی، واتساپ یا فرم آنلاین سایت انجام می شود. پس از ارسال نقشه و مشخصات ورق، هزینه و زمان تحویل اعلام و سفارش وارد خط تولید می شود.