
ورق روغنی چیست؟ انواع و کابردها

دسترسی سریع به محتوای این مطلب
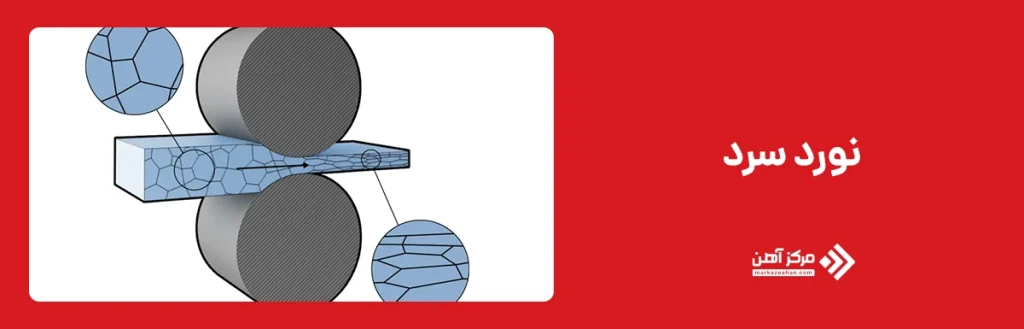
ورق روغنی معروف به ورق سرد، مقطع مسطحی است که از فولاد تولید شده و به کمک نورد سرد، تحت فشار بالا از طریق غلطک ها به ضخامت مورد نظر تبدیل می شود. این ورقها به دلیل سطح صاف، براق و یکنواخت خود، استحکام بالا و دقت ابعادی، مورد توجه هستند. در ادامه این مطلب قصد داریم به طور مفصل با روش تولید ورق روغنی، انواع، مزایا، کاربرد و معروف ترین کارخانه های تولید این ورق آشنا شویم. لازم به ذکر است همه این موارد بر قیمت ورق روغنی تاثیرگذار است.
ورق روغنی چیست؟
ورق روغنی که در بازار با نام ورق روغنی سرد نیز شناخته می شود، نوعی ورق فولادی است که از طریق فرایند نورد سرد بر پایه ورق گرم تولید می گردد. در این فرایند، ورق پس از اسیدشویی و حذف اکسیدهای سطحی، در دمای محیط تحت کاهش ضخامت قرار می گیرد تا به تلرانس ابعادی دقیق، سطحی یکنواخت و کیفیت مکانیکی کنترل شده دست یابد. به همین دلیل به آن ورق روغنی فولادی نیز گفته می شود، زیرا ماده اولیه آن فولاد کم کربن با قابلیت شکل پذیری بالا است.
اصطلاح ورق روغنی اهن یا ورق آهن روغنی در بازار رایج است، اما از نظر فنی این محصول یک ورق فولادی نورد سرد شده است که در مرحله پایانی، برای جلوگیری از اکسیداسیون سطح، لایه نازکی از روغن محافظ روی آن اعمال می شود. همین لایه روغن سبب شده نام تجاری ورق روغنی برای آن رایج شود. از نظر مشخصات فنی، ورق روغنی ابعادی با دقت بالا تولید می شود و تلرانس ضخامت در آن نسبت به ورق گرم بسیار کمتر است.
این ویژگی باعث می شود در صنایع حساس مانند خودروسازی، لوازم خانگی، تولید قطعات دقیق و سازه های سبک کاربرد گسترده ای داشته باشد. گریدهای متداول آن شامل ST12 ، ST13 و ST14 هستند که هر کدام درجه متفاوتی از کشش پذیری و فرم دهی را ارائه می دهند. از نظر ظاهری، سطح این ورق کاملا صاف، یکنواخت و بدون پوسته اکسیدی است؛ بنابراین در جستجوی اینترنتی عبارت عکس ورق روغنی معمولا تصاویری با سطح براق و صیقلی مشاهده می شود که نشان دهنده کیفیت سطحی بالای آن است.
در بازارهای بین المللی، ورق روغنی به انگلیسی با عنوان Cold Rolled Steel Sheet شناخته می شود. قیمت این محصول به عوامل متعددی از جمله ضخامت، عرض، گرید فولادی، برند تولیدکننده و نوسانات قیمت آهن در بازار داخلی و جهانی وابسته است. به دلیل فرایند تولید دقیق تر و کنترل کیفی بالاتر، قیمت آن معمولا از ورق گرم بیشتر است.
روش تولید ورق روغنی
فرایند تولید ورق روغنی طی چند مرحله اصلی انجام می شود که به منظور دستیابی به خواص مطلوب و کیفیت نهایی ورق با پیچیدگی های خاصی همراه است؛ در ادامه، مراحل اصلی ساخت ورق روغنی را توضیح می دهیم:
اسید شویی (Pickling)
ورقهای نورد گرم در محلول اسید قرار می گیرند تا اکسیدها و آلودگی های سطحی از بین بروند. این فرآیند به تمیز شدن سطح ورق کمک می کند.
نورد سرد (Cold Rolling)
ضخامت ورق های اسید شویی شده پس از عبور از میان غلطک های نورد سرد، کاهش یافته و سطح صاف تری به دست می آید. این مرحله باعث افزایش استحکام و سختی ورق می شود.
کنترل ضخامت: پس از پرس ورق روغنی، (در همین مرحله) ضخامت با دقت بالا کنترل می شود تا به سایز مورد نیاز برسند.
آنیلینگ (Annealing)
ورقهای نورد سرد شده در کورههای آنیلینگ تحت دماهای کنترل شده به گرمای مورد نظر رسیده و سپس به آرامی خنک می شوند. این فرآیند باعث بهبود خواص مکانیکی، افزایش انعطافپذیری و کاهش تنشهای داخلی ورق خواهد شد.
پوسته زدایی (Skin Passing)
ورقهای آنیل شده مجدد از میان غلطکهای مخصوص عبور داده می شوند تا سطح نهایی صاف و یکنواخت تری به دست آید و همچنین خواص مکانیکی بهبود یابد.
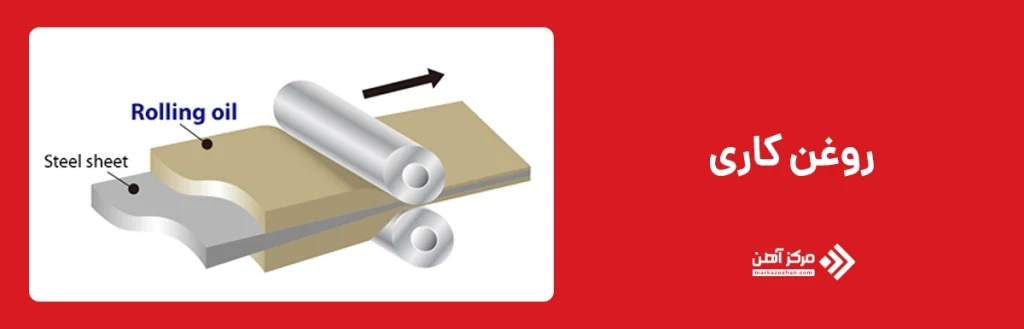
روغن کاری (Oiling)
پوشش ورق روغنی، یک لایه نازک از روغن مخصوص است که از زنگ زدگی و خوردگی ورق جلوگیری می کند. این مرحله ظاهر ورق را نیز بهبود می بخشد.
کنترل کیفیت (Quality Control)
ورق های تولید شده مورد آزمایش های مختلفی قرار می گیرند تا از کیفیت آنها اطمینان حاصل شود. این آزمایش ها شامل اندازه گیری ضخامت، بررسی سطح، تست های مکانیکی و شیمیایی است.
برش و بسته بندی (Cutting and Packaging)
ورق های تولید شده در اندازه های مشخصی برش داده می شوند؛ این برش ها به صورت طولی یا عرضی است. نهایتا بسته بندی می شوند تا در برابر آسیب های حمل و نقل در امان بمانند. در این مرحله توجه به وزن ورق روغنی اهمیت دارد.
در ادامه می توانید در یک نگاه، تمام نتایجی را که یک روغن نورد سرد خوب برایتان به ارمغان می آورد را ملاحظه کنید:
- اصطکاک بین ورق فلزی و غلتک ها را تا حد امکان کاهش می دهد.
- باید بیشترین خنک کنندگی را در حین تولید ورق روغنی داشته باشد.
- انتقال حرارت آن خوب است.
- در برابر اکسیداسیون مقاومت خوبی دارد. (جلوگیری از تشکیل رسوب)
- لایه محافظ بسیار خوبی ایجاد می کند. (عدم تجزیه)
- بر روی فلز تاثیر منفی ندارد. (تغییر رنگ و …)
- به تجهیزات نورد هیچ آسیبی وارد نمی کند.
- تحمل فشار بسیار بالایی دارد. (EP)
- در برابر آب و رطوبت مقاوم است.
- از جوش سرد جلوگیری می کند.
- با انواع فلزات سازگاری دارد.
توجه داشته باشید که انتخاب بهترین روغن نورد سرد باید متناسب با نیازهای خاص فرآیند، نوع فلز و شرایط کاری باشد. مشاوره با تامین کنندگان معتبر و انجام آزمایش های لازم می تواند به انتخاب بهینه کمک کند.
انواع ورق روغنی
انواع ورق روغنی بر اساس ترکیبات شیمیایی، ویژگی های مکانیکی و کیفیتی به سه دسته اصلی تقسیم می شوند:
- ST12
- ST13
- ST14
هر کدام از گریدهای بالا دارای خصوصیات منحصر بفردی هستند که آنها را برای کاربردهای مختلف در صنعت مناسب می سازد؛ توجه شما را به توضیحات زیر جلب می کنیم:
ورق روغنی گرید ST12
این ورق تحت عنوان ورق روغنی “معمولی” شناخته می شود! استحکام کششی و نقطه تسلیم نسبتا بالایی داشته و به همین دلیل کاربرد آن در مقایسه با سایر گریدها بیشتر است (قیمت کمتری هم دارد) قابلیت شکل پذیری و خمش خوبی داشته و جوشکاری روی آن مانعی ندارد.
ورق روغنی گرید ST13
به ورق روغنی ST13 “نیمه کششی” هم گفته می شود! بیشترین مصرف را در امور صنعتی و غیر صنعتی دارد، نسبت به ST12 استحکام کمتری داشته، اما انعطاف پذیر است! قابلیت خمش در این ورق ها تا 90 درجه است و مانند st12 قابلیت جوشکاری دارد؛ نسبت به st12 قیمت بالاتری دارد.
ورق روغنی گرید ST14
این ورق به عنوان ورق “فوق کشش” شناخته می شود؛ به دلیل انعطاف پذیری بسیار بالا این ورق در کاربردهایی که نیاز به تغییر شکل زیاد دارند، استفاده می شود (بیشترین مصرف آن را در صنعت خودروسازی می بینیم). ورق st14 برای پرسکاری های عمیق گزینه خوبی است. ST14 از بین دو گرید بالا، گران تر است.
در ادامه یک جدول با جزئیات بیشتر از مشخصات ورق روغنی برای مقایسه سه گرید ورق روغنی ST12 ، ST13و ST14 ارائه شده است:
| ردیف | ویژگی ها | ST12 | ST13 | ST14 |
|---|---|---|---|---|
| 1 | حداقل استحکام کششی (MPa) | 270 – 410 | 170 – 340 | 140 – 270 |
| 2 | حداقل استحکام تسلیم (MPa) | 280 | 260 | 210 |
| 3 | تغییر طول در دمای معمولی (٪ در دقیقه) | 28% | 34% | 38% |
| 4 | ویژگی کششی | معمولی | نیمه کششی | فوق کششی |
| 5 | مقدار عناصر آلیاژی | زیاد | متوسط | کم |
| 6 | سطح | صاف و روغنی | صاف و روغنی | صاف و روغنی |
| 7 | قابلیت جوشکاری | خوب | بسیار خوب | عالی |
| 8 | قابلیت شکل دهی | متوسط | خوب | بسیار خوب |
| 9 | قابلیت پرداخت کاری | بسیار خوب | بسیار خوب | بسیار خوب |
| 10 | کاربردها | قطعات خودرو، لوازم خانگی، مبلمان | صنایع سبک، قطعات الکتریکی | صنایع دقیق، بدنه اتومبیل، لوازم خانگی |
| 11 | قابلیت انعطاف پذیری | کمتر | متوسط | بالا |
| 12 | کیفیت سطحی | بالا | بالا | بالا |

مزایا و معایب ورق روغنی
ورق روغنی (ورق سرد) دارای مزایای متعددی است که آن را برای بسیاری از کاربردهای صنعتی و تجاری مناسب کرده است؛ از جمله مزایای استفاده از ورق روغنی می توان موارد زیر را نام برد:
سطح صاف و یکنواخت: ورق روغنی دارای سطحی صاف، براق و بدون نقص است اگر نیاز به دقت و زیبایی باشد، استفاده از این ورق گزینه بسیار خوبی است.
دقت ابعادی بالا: در فرآیند تولید ورق روغنی، کنترل دقیقی بر روی ابعاد و ضخامت انجام می گیرد که منجر به دقت بالا در محصولات نهایی می شود.
قابلیت شکل پذیری خوب: ورق روغنی دارای قابلیت شکل پذیری بالایی است و می توان آن را به راحتی خم کرد یا شکل داد. این ویژگی برای تولید قطعات پیچیده بسیار مهم است.
مقاومت در برابر زنگزدگی و خوردگی: با توجه به فرآیندهای مختلف و پوشش دهی با روغن، ورق روغنی مقاومت بالایی در برابر زنگ زدگی و خوردگی دارد.
استحکام بالا: ورق روغنی طی فرآیند سرد شدن، استحکام بالایی دارد که آن را برای کاربردهایی که نیاز به مقاومت مکانیکی دارند، مناسب می کند.
قابلیت جوشکاری خوب: ورق روغنی به راحتی جوشکاری می شود و در فرآیندهای تولیدی که نیاز به اتصال قطعات دارند، بسیار کارآمد است.
ظاهر زیبا: به دلیل سطح صاف و براق، ورق روغنی دارای ظاهر زیبایی است که برای کاربردهای ظاهری و دکوراتیو مناسب است.
کارایی بالا در فرآیندهای پوشش دهی: ورق روغنی به راحتی می تواند با رنگ، پوشش های پودری و سایر مواد پوششی ترکیب شود و در نتیجه محصولات نهایی با کیفیت بالا تولید می شوند.
انعطاف پذیری: ورق روغنی در ضخامت های مختلفی تولید می شود که انعطاف پذیری بالایی در انتخاب مواد برای کاربردهای مختلف فراهم می کند.
دوام و طول عمر بالا: به دلیل کیفیت مواد و فرآیند تولید، ورق روغنی دارای دوام و طول عمر بالایی است.
سازگاری با ابزارهای برش مختلف: این ورق به خوبی با انواع ابزارها و ماشینآلات برش، سازگار است و می توان از ابزارهای دستی تا ماشین آلات پیشرفته برای برش ورق روغنی استفاده کرد.

کاربرد ورق روغنی
کاربرد ورق روغنی بسیار گسترده است و صنایع مختلف از آن استفاده می کنند. در ادامه با تعدادی از کاربردهای ورق روغنی، آشنا می شویم:
لوازم خانگی: تولید بدنه و قطعات مختلف لوازم خانگی مانند ماشین لباسشویی، مایکروویو، آبگرمکن و…
صنایع الکترونیکی: ساخت کیس های کامپیوتر، قطعات الکترونیکی و بدنه دستگاه های الکترونیکی مختلف
صنایع فلزی سبک: تولید انواع پروفیل ها، لوله ها و قطعات فلزی کوچک با دقت و کیفیت بالا
صنایع مبلمان: استفاده در تولید قطعات فلزی مبلمان مانند پایه ها، بدنه ها و…
صنایع بسته بندی: تولید بشکه ها، بطری های فلزی، انواع قوطی های کنسرو و بسته بندی های فلزی
صنایع ماشینآلات: تولید قطعات و اجزاء مختلف ماشین آلات صنعتی و کشاورزی
صنایع روشنایی: ساخت بدنه و قطعات مختلف سیستم های روشنایی مانند چراغ ها و لامپ های فلزی
صنایع هوایی و فضایی: ساخت برخی از قطعات هواپیما و تجهیزات فضایی با خواص مکانیکی و دقت بالا
تولید تابلوهای راهنمایی و رانندگی: تولید تابلوهای جاده ای و شهری با مقاومت بالا در برابر زنگ زدگی و شرایط جوی
تولید مخازن و سیلوها: در صنایع مختلف برای ذخیره سازی مایعات و مواد جامد.
صنایع کشتیسازی: ساخت برخی از قطعات کشتی ها و سازه های دریایی به همراه مقاومت در برابر خوردگی
نهایتا ورق روغنی یک نوع ورق فولادی تولید شده با روش نورد سرد است که از ورق های نورد گرم اسیدشویی شده ساخته می شود تا سطحی صاف، براق و با دقت ابعادی بالا به دست آید؛ در این فرایند مراحل مختلف از جمله اسیدشویی، نورد، آنیلینگ، روغنکاری و کنترل کیفیت انجام می شود تا محصول نهایی دارای استحکام، شکلپذیری و ظاهر مناسب باشد و برای کاربردهای صنعتی و تجاری مختلف مورد استفاده قرار گیرد. همچنین دسته بندی گریدهای مختلف ورق روغنی باعث تفاوت خواص و کاربرد این محصول در صنعت می شود.
سوالات متداول
ورق روغنی معروف به ورق سرد، نوعی ورق فلزی است که از فولاد تولید شده و طی فرآیندی به نام نورد سرد، تحت فشار بالا از طریق غلطک ها به ضخامت مورد نظر می رسد.
ST12 (معمولی)، ST13 (نیمه کششی)، ST14 (فوق کشش)
rolling emulsion یا همان روغن نورد به عنوان یک پوشش ضد سایش عمر ورق را افزایش داده و سطح صیقلی و براقی به آن می بخشد. لازم به ذکر است این روغن فاقد هر گونه منشا گیاهی یا حیوانی بوده و بر پایه پارافین است.
ورق روغنی ST14 به دلیل انعطاف پذیری و شکل پذیری بسیار بالا گزینه خوبی برای بدنه اتومبیل است. لازم به ذکر است این ورق، قیمت بالاتری نسبت به سایر گریدها دارد.
پس از پرس ورق روغنی که از میان غلطکهای نورد سرد عبور داده می شود، ضخامت آنها کاهش یافته و کنترل ضخامت آن در همین مرحله انجام می شود.
ورق روغنی از طریق نورد سرد ورق سیاه تولید می شود؛ پس از کاهش ضخامت در دمای محیط، عملیات آنیل و سپس روغن کاری سطح انجام می شود تا کیفیت و صافی آن افزایش یابد.
مقاومت آن در برابر رطوبت و خوردگی پایین است و در صورت نداشتن پوشش مناسب ممکن است زنگ بزند، همچنین نسبت به ورق گرم قیمت بالاتری دارد.
دارای سطح صاف و براق، دقت ابعادی بالا و قابلیت شکل پذیری مناسب است و برای تولید قطعات ظریف و صنعتی بسیار کاربرد دارد.
طول عمر آن به شرایط نگهداری و میزان رطوبت محیط بستگی دارد، اما در صورت استفاده در محیط خشک و با پوشش محافظ می تواند سال ها دوام داشته باشد.









