
برش ورق استیل چگونه انجام می شود؟

دسترسی سریع به محتوای این مطلب
برش ورق استیل یکی از حیاتی ترین مراحل در صنایع فلزکاری و تولید محسوب می شود که نیازمند دقت و تخصص بالایی است. استیل یا فولاد ضد زنگ به دلیل ویژگی های منحصر به فردی نظیر مقاومت بالا در برابر خوردگی و استحکام مکانیکی مناسب، در بسیاری از صنایع از جمله ساختمان، خودروسازی، لوازم خانگی و صنایع غذایی کاربرد گسترده ای دارد. با این حال، همین خواص فیزیکی و شیمیایی باعث شده تا فرآیند برشکاری آن نسبت به سایر فلزات معمولی چالش برانگیزتر باشد و نیاز به ابزارها و روش های خاصی داشته باشد. انتخاب روش صحیح برای برش می تواند تاثیر مستقیمی بر کیفیت نهایی محصول، دقت ابعادی و حتی هزینه های تولید داشته باشد. در دنیای امروز، تکنولوژی های پیشرفته ای برای این منظور توسعه یافته اند که هر کدام مزایا و معایب خاص خود را دارند. در ادامه این مقاله، به بررسی دقیق نحوه انجام این فرآیند، انواع روش های موجود، دستگاه های مورد استفاده و معیارهای انتخاب روش بهینه خواهیم پرداخت تا تصویری شفاف و کاربردی از این تکنولوژی ارائه دهیم. همچنین با توجه به نوسانات بازار، آگاهی از قیمت آهن و فاکتورهای موثر بر آن می تواند در مدیریت هزینه های پروژه موثر باشد.

نحوه برش ورق استیل
برش ورق استیل فرآیندی است که در آن با استفاده از نیروی مکانیکی، حرارت یا انرژی متمرکز، ورق استیل به قطعات کوچکتر با اشکال و ابعاد مشخص تقسیم می شود. مکانیزم دقیق این عملیات بسته به نوع روش انتخابی می تواند متفاوت باشد، اما در همه روش ها هدف اصلی جدا کردن بخشی از ماده اولیه با کمترین میزان اتلاف و بالاترین کیفیت ممکن است. در روش های مکانیکی مانند برش با گیوتین یا پرس، یک تیغه یا قالب با نیروی زیاد روی ورق فرو می رود و باعث شکستن پیوندهای مولکولی در خط برش می شود. این روش ها معمولاً برای برش های مستقیم و ساده مناسب هستند و سرعت بالایی دارند، اما ممکن است لبه های کار نیاز به پرداخت نهایی داشته باشند. در مقابل، روش های حرارتی مانند برش پلاسما یا لیزر، با ذوب کردن یا تبخیر فلز در مسیر برش عمل می کنند. در این روش ها، یک منبع انرژی متمرکز حرارت را به شدت بالا می برد و فلز را در خط مورد نظر ذوب کرده و با استفاده از گاز پرتابه، مواد مذاب را از محل برش دور می کند. این تکنیک ها امکان برش طرح های پیچیده و منحنی های دقیق را فراهم می کنند و کیفیت لبه برش بسیار بالایی را ارائه می دهند.
علاوه بر این، روش های پیشرفته تری مانند برش با جت آب نیز وجود دارد که در آن آب تحت فشار بسیار بالا همراه با مواد ساینده، فلز را می برد. این روش به دلیل سرد بودن فرآیند، هیچگونه تغییر ساختاری یا حرارتی در فلز ایجاد نمی کند و برای برش ورق های حساس بسیار مناسب است. در تمام این روش ها، ثابت نگه داشتن ورق توسط گیره های مخصوص و حرکت دقیق ابزار برش توسط سیستم های کنترل عددی (CNC) نقش اساسی در دقت نهایی کار دارد. همچنین برای محاسبه دقیق هزینه های پروژه و بودجه بندی، بررسی قیمت ورق و نحوه مصرف بهینه آن در فرآیند برش بسیار حائز اهمیت است. انتخاب صحیح روش برش ورق استیل نیز تاثیر مستقیمی بر کیفیت نهایی قطعه و دقت ابعادی آن دارد.
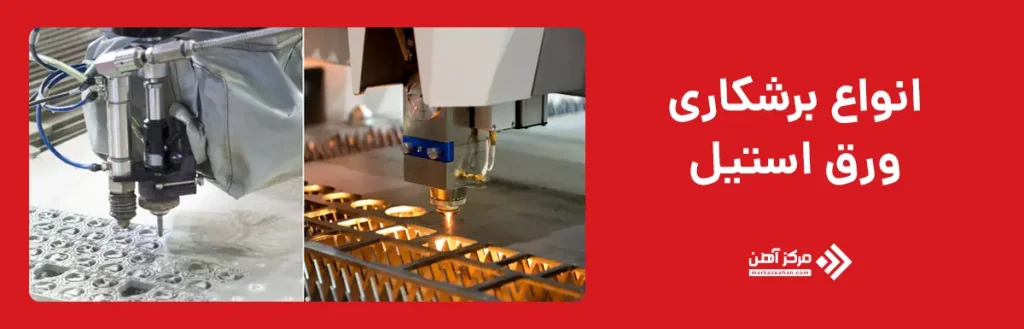
انواع برشکاری ورق استیل
صنعت برشکاری ورق استیل امروزه به یکی از تخصصی ترین بخش های صنعت فلزکاری تبدیل شده است و روش های متنوعی برای این کار وجود دارد که هر کدام مزایا و معایب خاص خود را دارند. انتخاب روش صحیح می تواند تاثیر زیادی بر سرعت، کیفیت و هزینه نهایی محصول داشته باشد. برای برش ورق هایی با ضخامت متفاوت، باید از روش برش ورق استیل مناسبی استفاده کرد تا از اتلاف مواد جلوگیری شود. در ادامه به بررسی مهم ترین روش های برشکاری ورق استیل می پردازیم تا بتوانید با شناخت کامل، بهترین گزینه را برای نیاز خود انتخاب کنید.
۱. برش لیزری (Laser Cutting): پیشرفت تکنولوژی باعث شده است که روش برش ورق استیل لیزری جایگزین بسیاری از روش های سنتی و مکانیکی شود. این روش یکی از پیشرفته ترین و محبوب ترین تکنیک های برش در دنیای مدرن است. در برش لیزری، یک پرتو نور متمرکز و با چگالی انرژی بالا توسط لنزها و آینه ها متمرکز شده و روی سطح ورق تابانده می شود. این پرتو نور با قدرت زیاد فلز را ذوب کرده و با کمک گازهای کمکی مانند اکسیژن یا نیتروژن، مواد مذاب را از محل برش بیرون می راند. دقت بسیار بالا، سرعت مناسب، قابلیت برش طرح های بسیار پیچیده و ظریف و کیفیت عالی لبه برش بدون نیاز به پرداخت اضافی از مهم ترین مزایای این روش هستند. همچنین، به دلیل اینکه تیغه فیزیکی وجود ندارد، هیچ گونه فشار مکانیکی به ورق وارد نمی شود و تغییر شکل نمی خورد. با این حال، هزینه بالای دستگاه و مصرف انرژی نسبتاً بالا از معایب آن محسوب می شود.
۲. برش پلاسما (Plasma Cutting): در این روش از یک قوس الکتریکی برای یونیزه کردن گاز و تبدیل آن به پلاسما استفاده می شود. پلاسما یک گاز بسیار داغ است که می تواند فلز را با سرعت بالا ذوب کرده و ببرد. این روش به طور خاص برای برش ورق هایی با ضخامت متوسط تا زیاد بسیار کارآمد است و سرعت عمل بالایی دارد. یکی از مهم ترین فاکتورها در کاهش هزینه های تولید، بهینه سازی روش برش ورق استیل بر اساس نوع پروژه است. هزینه دستگاه های پلاسما نسبت به لیزر کمتر است و توانایی برش فلزات رسانا را به خوبی دارد. اما دقت برش پلاسما کمتر از لیزر است و لبه برش ممکن است کمی زبر یا دارای شیب باشد که نیاز به عملیات تکمیلی داشته باشد.
۳. برش با پانچ (Punching): این روش سنتی و مکانیکی شامل استفاده از یک قالب و پانچ است که با ضربه زدن به ورق، قطعه مورد نظر را جدا می کند. برش پانچ برای تولید قطعات با تیراژ بالا بسیار مناسب است و سرعت آن در تولید قطعات ساده و تکراری بسیار بالا است. این روش برای ایجاد سوراخ ها و بریدگی های هندسی خاص نیز کاربرد دارد. اما محدودیت در برش طرح های پیچیده و ایجاد تنش در ورق از معایب آن است.
۴. برش واترجت (Waterjet Cutting): در این تکنولوژی از آب تحت فشار بسیار بالا (گاهی همراه با ذرات ساینده) برای برش مواد استفاده می شود. این روش به دلیل اینکه هیچگونه حرارتی تولید نمی کند، برای برش موادی که حساس به گرما هستند یا تغییر خواص می دهند، عالی است. دقت برش واترجت بالا است و می تواند تقریبا هر نوع ماده ای را برش دهد. اما سرعت آن نسبت به روش های دیگر پایین تر است و هزینه عملیاتی و نگهداری آن بالا است.
۵. برش با گیوتین (Shearing): گیوتین ساده ترین و سریع ترین روش برای برش ورق ها به صورت مستقیم است. در این روش دو تیغه موازی با حرکت قیچی وار ورق را برش می دهند. این روش برای برش های طولانی و مستقیم بسیار اقتصادی است، اما قابلیت برش منحنی یا اشکال پیچیده را ندارد.
در جدول زیر مقایسه ای کلی بین این روش ها ارائه شده است:
| روش برش | ضخامت مناسب | دقت برش | سرعت عمل | کیفیت لبه | هزینه تجهیزات |
| لیزری | کم تا متوسط | بسیار بالا | بالا | عالی | بالا |
| پلاسما | متوسط تا زیاد | متوسط | بسیار بالا | متوسط | متوسط |
| پانچ | کم تا متوسط | متوسط | بسیار بالا (تیراژ بالا) | متوسط | متوسط |
| واترجت | تمام ضخامت ها | بالا | پایین | عالی | بالا |
| گیوتین | تمام ضخامت ها (برش مستقیم) | پایین | بسیار بالا | قابل قبول | پایین |
انتخاب میان این روش ها نیازمند بررسی دقیق نیازهای پروژه و در نظر گرفتن فاکتورهایی مانند نوع طرح، ضخامت ورق و بودجه است. همچنین دریافت خدمات برشکاری ورق از مراکز معتبر می تواند تضمین کننده کیفیت نهایی کار باشد.
دستگاه برش ورق استیل
دستگاه های برش ورق استیل ابزارهایی هستند که فرآیند برش را با دقت و سرعت انجام می دهند و نقش کلیدی در صنایع فلزکاری دارند. این دستگاه ها از نظر مکانیزم عملکرد، تکنولوژی به کار رفته و کارایی با یکدیگر متفاوت هستند. یکی از پیشرفته ترین دستگاه ها در این زمینه، دستگاه برش ورق استیل لیزری است که از منبع نور لیزر برای ذوب و برش فلز استفاده می کند. این دستگاه ها مجهز به سیستم های کنترل عددی (CNC) هستند که امکان حرکت دقیق هد لیزر روی ورق را فراهم می کنند و می توانند طرح های بسیار پیچیده را با دقت میکرونی اجرا کنند. دستگاه های لیزر در توان های مختلفی موجود هستند که برای ضخامت های متفاوت ورق استیل کاربرد دارند. نوع دیگر، دستگاه های برش پلاسما هستند که با ایجاد قوس الکتریکی و گاز یونیزه شده، فلز را برش می دهند. این دستگاه ها برای برش ورق های ضخیم تر بسیار مناسب هستند و قدرت برش بالایی دارند.
دستگاه های پانچ CNC نیز با استفاده از قالب های مختلف، قادر به برش و ایجاد سوراخ های متنوع روی ورق هستند و سرعت بسیار بالایی در تولید انبوه دارند. دستگاه های واترجت نیز با استفاده از فشار بالای آب، بدون ایجاد گرما برش را انجام می دهند و برای موادی که حساس به حرارت هستند ایده آل محسوب می شوند. علاوه بر این، دستگاه های گیوتین یا قیچی ورق بر برای برش های خطی و ساده استفاده می گردند. انتخاب دستگاه مناسب بستگی به نوع روش برش، ضخامت ورق، دقت مورد نیاز و حجم تولید دارد. هر کدام از این دستگاه ها نیاز به نگهداری و تنظیمات دوره ای دارند تا بهترین عملکرد را ارائه دهند. همچنین برای برش ورق های نازک و ظریف که نیاز به دقت بسیار بالایی دارند، استفاده از دستگاه های پیشرفته لیزری یا واترجت توصیه می شود که می توانند برش ورق استیل نازک را با کمترین خطا انجام دهند.

چگونه بهترین روش برشکاری ورق استیل را انتخاب کنیم؟
انتخاب بهترین روش برشکاری ورق استیل چالشی است که مهندسان و صنعتگران با آن مواجه هستند و نیازمند بررسی چندین فاکتور کلیدی است. اولین و مهم ترین فاکتور، ضخامت ورق استیل است. برای ورق های بسیار نازک، روش هایی مانند برش لیزری یا واترجت که دقت بالا و حرارت کمتری دارند (در مورد واترجت) مناسب ترند، زیرا از تغییر شکل یا سوختن ورق جلوگیری می کنند. برای ورق هایی با ضخامت متوسط، برش لیزری همچنان گزینه ای عالی است، اما اگر سرعت عمل در اولویت باشد، برش پلاسما نیز می تواند گزینه ای اقتصادی و کارآمد باشد. برای ورق های بسیار ضخیم، برش پلاسما یا حتی برش با گاز (Oxy-fuel) معمولاً توصیه می شود، زیرا قدرت نفوذ بیشتری دارند.
فاکتور دوم، پیچیدگی طرح و شکل قطعه است. اگر طرح شامل منحنی های ریز، گوشه های تیز و جزئیات ظریف است، برش لیزری بهترین انتخاب است زیرا تیغه فیزیکی ندارد و می تواند هر مسیری را طی کند. اگر طرح ساده و خطی است، گیوتین یا پانچ هزینه کمتری خواهند داشت. فاکتور سوم، کیفیت لبه برش است. اگر لبه برش نیاز است که صاف و بدون دانه باشد (مثلاً برای صنایع غذایی)، لیزر یا واترجت بهترین گزینه ها هستند.
فاکتور چهارم، هزینه و سرعت است. برای تولید انبوه قطعات ساده، پانچ سرعت و هزینه بهتری دارد. برای تولید قطعات پیچیده با تیراژ کم، لیزر یا واترجت مناسب ترند. در نهایت، بودجه پروژه و دسترسی به تجهیزات نیز در تصمیم گیری نقش دارد. بنابراین، با بررسی دقیق این پارامترها می توان بهترین روش را انتخاب کرد. همچنین توجه به قیمت ورق استیل و میزان ضایعات حاصل از برش نیز در انتخاب روش تاثیرگذار است، زیرا برخی روش ها ضایعات کمتری تولید می کنند. کارشناسان معتقدند که شناخت دقیق خواص متریال، کلید انتخاب بهترین روش برش ورق استیل برای صنایع مختلف است.
در این مقاله به بررسی جامع فرآیند برش ورق استیل پرداختیم و دیدیم که این عملیات چگونه یکی از ارکان اصلی صنعت فلزکاری است. ما بررسی کردیم که برش ورق استیل با روش های مختلفی از جمله مکانیکی، حرارتی و آب فشاری انجام می شود و هر کدام کاربردهای خاص خود را دارند. روش هایی مانند لیزر، پلاسما، پانچ، واترجت و گیوتین هر کدام مزایا و معایب منحصر به فردی دارند که انتخاب میان آن ها نیازمند شناخت دقیق نیازهای پروژه است. ما همچنین دریافتیم که دستگاه برش ورق استیل نقش اساسی در کیفیت و سرعت کار دارد و تکنولوژی های نوین مانند CNC دقت را به طرز چشمگیری افزایش داده اند. انتخاب بهترین روش برشکاری ورق استیل به فاکتورهایی مانند ضخامت ورق، پیچیدگی طرح، کیفیت مورد نیاز و هزینه بستگی دارد. با توجه به تنوع روش ها و تجهیزات، مشاوره با متخصصان و استفاده از خدمات مراکز معتبر می تواند کمک شایانی به انتخاب درست و بهینه سازی هزینه ها کند. در نهایت، آگاهی از جزئیات فنی و رعایت اصول ایمنی در انجام این فرآیندها، تضمین کننده موفقیت پروژه و افزایش عمر مفید قطعات تولیدی خواهد بود.
سوالات متداول
برش ورق استیل به روش های مختلفی از جمله لیزری، پلاسما، پانچ، واترجت و گیوتین انجام می شود که هر کدام بسته به ضخامت و نوع طرح انتخاب می شوند.
این فرآیند شامل طراحی طرح در نرم افزار، ثابت کردن ورق روی دستگاه، تنظیم پارامترهای برش و در نهایت جدا کردن قطعات و پرداخت لبه ها می شود.
دستگاه های لیزر، پلاسما، پانچ، واترجت و گیوتین انواع آن ها هستند که در مکانیزم برش، دقت، سرعت و هزینه با یکدیگر تفاوت دارند.
ضخامت ورق، پیچیدگی طرح، کیفیت لبه برش، سرعت تولید و هزینه پروژه مهم ترین معیارها برای انتخاب بهترین روش برشکاری هستند.
هزینه برش بر اساس روش برش، ضخامت ورق، طول خط برش، پیچیدگی طرح و نوع گاز مصرفی محاسبه می شود.
برای برش ورق های استیل ضخیم معمولاً از دستگاه های برش پلاسما با توان بالا یا دستگاه های برش با گاز استفاده می شود.










با بیش از 4 سال مهارت و تجربه در زمینه "سئو کپی رایتینگ محتوا" توانستهام به خلق محتوای ارزشمند و تخصصی در حوزههای مختلف بپردازم. هدف من کمک به بهبود سئوی وب سایتها و افزایش تعامل کاربران با کسب و کارهای معتبر است.