
کاربرد ورق اسید شویی چیست و چرا ورق اسیدشویی می شود؟

دسترسی سریع به محتوای این مطلب
ورق اسیدشویی یکی از پرکاربردترین محصولات فولادی در صنایع مختلف است که پس از فرآیند نورد گرم، تحت عملیات شیمیایی قرار می گیرد تا لایه های اکسیدی، زنگ زدگی و ناخالصی های سطحی آن حذف شوند. این فرآیند باعث ایجاد سطحی صاف، یکنواخت و آماده برای انجام عملیات بعدی مانند رنگ کاری، فرم دهی و گالوانیزه می شود. همچنین اسید شویی ورق استیل و سایر ورق های فولادی نقش مهمی در افزایش کیفیت سطح، بهبود جوشکاری و افزایش دوام محصولات صنعتی دارد و به همین دلیل در صنایع خودروسازی، تولید لوله و پروفیل، ساختمان سازی و ساخت مخازن کاربرد گسترده ای پیدا کرده است.
با توجه به اهمیت کیفیت سطح در صنایع فلزی، شناخت کاربردها و مزایای ورق اسیدشویی اهمیت زیادی برای فعالان حوزه صنعت و ساختمان دارد. علاوه بر ویژگی های فنی، نوسانات بازار فولاد و تغییرات قیمت آهن نیز می تواند بر هزینه تولید و خرید این ورق ها تاثیرگذار باشد. بسیاری از تولیدکنندگان برای افزایش کیفیت محصولات و کاهش عیوب سطحی، از ورق های اسیدشویی در خطوط تولید خود استفاده می کنند. در ادامه این مقاله با فرآیند اسیدشویی، کاربردهای ورق اسیدشویی و دلایل استفاده از این محصول در صنایع مختلف بیشتر آشنا خواهید شد.
کاربردهای ورق اسیدشویی
ورق اسیدشویی به دلیل سطح صاف، تمیز و عاری از اکسید، در صنایع مختلف کاربرد گسترده ای دارد و یکی از مهم ترین محصولات فولادی در خطوط تولید صنعتی محسوب می شود. این ورق ها پس از حذف ناخالصی های سطحی، کیفیت بالاتری برای جوشکاری، رنگ کاری، فرم دهی و پوشش دهی پیدا می کنند و به همین دلیل در بسیاری از فرآیندهای تولیدی مورد استفاده قرار می گیرند. موارد استفاده ورق اسیدشویی تنها به یک صنعت محدود نمی شود و این محصول در حوزه های مختلفی مانند ساختمان سازی، خودروسازی، تولید لوله و پروفیل و ساخت مخازن کاربرد دارد. در ادامه با مهم ترین کاربردهای این ورق بیشتر آشنا می شویم.

مصارف ساختمانی
کاربرد ورق اسیدشویی در ساختمان سازی بسیار گسترده است و از این محصول برای تولید پروفیل های ساختمانی، قطعات فلزی، سازه های سبک و تجهیزات صنعتی استفاده می شود. سطح یکنواخت و کیفیت بالای این ورق باعث می شود عملیات جوشکاری و رنگ کاری با دقت بیشتری انجام شود و دوام قطعات فلزی افزایش پیدا کند. همچنین بسیاری از تولیدکنندگان برای ساخت قطعاتی که نیاز به فرم دهی سرد دارند، از ورق اسیدشویی استفاده می کنند زیرا این ورق انعطاف پذیری و شکل پذیری مناسبی دارد. در بازار فولاد، تغییرات قیمت ورق سیاه نیز می تواند بر هزینه تولید ورق اسیدشویی و محصولات ساختمانی تاثیر مستقیم داشته باشد.
اتومبیل سازی
کاربرد ورق اسیدشویی در خودروسازی به دلیل کیفیت سطح بالا و قابلیت فرم دهی مناسب اهمیت زیادی دارد. این ورق ها در تولید قطعات بدنه خودرو، شاسی، قطعات داخلی و بخش هایی که نیاز به کشش عمیق دارند استفاده می شوند. حذف پوسته های اکسیدی و ناخالصی های سطحی باعث می شود کیفیت رنگ پذیری و جوشکاری قطعات خودرو افزایش پیدا کند و در نتیجه محصول نهایی دوام و ظاهر بهتری داشته باشد. همچنین بسیاری از ورق های مورد استفاده در خطوط گالوانیزه ابتدا تحت فرآیند اسیدشویی قرار می گیرند و به همین دلیل نوسانات قیمت ورق گالوانیزه می تواند با بازار ورق اسیدشویی ارتباط مستقیم داشته باشد.
صنایع لوله سازی
ورق اسیدشویی در لوله سازی و تولید انواع پروفیل های صنعتی نقش مهمی دارد. سطح صاف و تمیز این ورق باعث بهبود کیفیت جوش در فرآیند تولید لوله و پروفیل می شود و احتمال ایجاد عیوب سطحی را کاهش می دهد. همچنین این ورق ها به دلیل قابلیت فرم پذیری مناسب، برای تولید لوله های صنعتی، قوطی های فلزی و مقاطع بسته کاربرد گسترده ای دارند. بسیاری از کارخانه های تولید پروفیل برای افزایش کیفیت محصول نهایی از ورق های اسیدشویی استفاده می کنند و تغییرات قیمت پروفیل نیز می تواند بر میزان تقاضای این ورق ها تاثیرگذار باشد.
تولید مخزن های گاز
استفاده از ورق اسیدشویی در مخزن سازی به دلیل کیفیت سطح بالا و قابلیت جوشکاری مناسب بسیار رایج است. این ورق ها در ساخت مخازن گاز، مخازن تحت فشار و تجهیزات صنعتی استفاده می شوند زیرا تمیزی سطح آن ها باعث افزایش کیفیت جوش و کاهش احتمال ایجاد ترک یا نقص در بدنه مخزن می شود. همچنین در بسیاری از فرآیندهای تولید، ورق اسیدشویی به عنوان ماده اولیه برای تولید ورق های با کیفیت تر مورد استفاده قرار می گیرد. برای مثال برخی کارخانه ها از این ورق ها در فرآیند تولید ورق روغنی استفاده می کنند و به همین دلیل تغییرات قیمت ورق روغنی می تواند بر بازار ورق اسیدشویی نیز تاثیر داشته باشد.
فرم دهی مجدد برای محصول گالوانیزه
یکی دیگر از کاربردهای مهم ورق اسیدشویی، استفاده به عنوان ماده اولیه برای تولید محصولات گالوانیزه است. در این فرآیند، ابتدا سطح ورق از هرگونه اکسید و آلودگی پاک می شود تا پوشش روی به صورت یکنواخت روی آن قرار بگیرد. اگر فرآیند اسیدشویی به درستی انجام نشود، کیفیت گالوانیزه کاهش پیدا می کند و احتمال پوسته شدن یا عدم چسبندگی پوشش افزایش می یابد. به همین دلیل کاربرد صنعتی ورق اسیدشویی در خطوط گالوانیزه اهمیت زیادی دارد.
فرم دهی سرد و کشش عمیق سیلندر گاز
کاربرد ورق اسیدشویی در فرم دهی سرد و کشش عمیق بسیار گسترده است و این محصول در تولید سیلندرهای گاز، قطعات صنعتی و تجهیزات فلزی مورد استفاده قرار می گیرد. سطح صاف و انعطاف پذیری مناسب ورق باعث می شود عملیات کشش و فرم دهی بدون ایجاد ترک یا آسیب سطحی انجام شود. در صورتی که ورق دارای پوسته های اکسیدی یا ناهمواری باشد، کیفیت فرم دهی کاهش پیدا کرده و احتمال ترک خوردگی قطعه افزایش می یابد. به همین دلیل کاربرد ورق اسیدشویی در فرم دهی سرد در صنایع حساس اهمیت ویژه ای دارد.
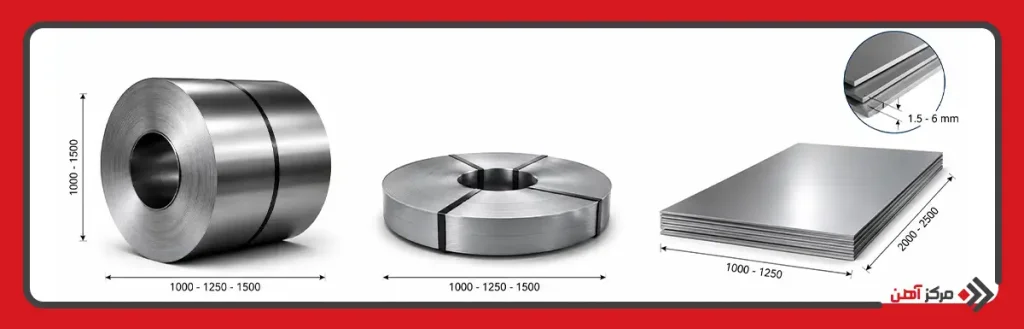
ابعاد ورق های اسیدشویی شده
ورق های اسیدشویی در بازار ایران معمولاً به دو شکل رول و شیت عرضه می شوند و ابعاد آن ها بسته به نوع کاربرد، استاندارد تولید و کارخانه سازنده متفاوت است. این ورق ها بیشتر در ضخامت های متوسط تولید می شوند زیرا در صنایعی مانند خودروسازی، تولید لوله و پروفیل، مخزن سازی و فرم دهی صنعتی کاربرد گسترده ای دارند. رایج ترین ضخامت های ورق اسیدشویی در بازار بین ۱.۵ تا ۶ میلی متر است و ضخامت های ۲، ۲.۵، ۳، ۴ و ۵ میلی متر جزو پرمصرف ترین سایزها محسوب می شوند.
ورق های اسیدشویی رولی معمولاً در عرض های ۱۰۰۰، ۱۲۵۰ و در برخی موارد ۱۵۰۰ میلی متر تولید می شوند. این ورق ها به صورت کلاف عرضه می شوند و طول آن ها متناسب با وزن رول و سفارش مشتری متغیر است. در مقابل، ورق های شیت یا برش خورده دارای ابعاد مشخص و فابریک هستند و بیشتر در خطوط تولید صنعتی، ساخت قطعات فلزی و پروژه های ساختمانی مورد استفاده قرار می گیرند.
ابعاد ورق اسیدشویی بر اساس نوع مصرف انتخاب می شود. برای مثال در صنایع لوله سازی و تولید پروفیل معمولاً از ورق های رولی با عرض ۱ یا ۱.۲۵ متر استفاده می شود، در حالی که در برخی کاربردهای صنعتی و ساختمانی، شیت های فابریک کاربرد بیشتری دارند. همچنین انتخاب ضخامت مناسب تاثیر زیادی بر کیفیت فرم دهی، جوشکاری و استحکام محصول نهایی خواهد داشت.
| نوع ورق اسیدشویی | ضخامت رایج | عرض رایج | طول رایج |
|---|---|---|---|
| ورق رولی | ۱.۵ تا ۶ میلی متر | 1000، 1250، 1500 میلی متر | متغیر بر اساس وزن رول |
| ورق شیت فابریک | ۲ تا ۶ میلی متر | 1000 و 1250 میلی متر | 2000 و 2500 میلی متر |
| ورق صنعتی سنگین | ۶ تا ۱۵ میلی متر | 1500 میلی متر | سفارشی |
| ورق فرم دهی و خودرویی | ۱.۵ تا ۳ میلی متر | 1000 و 1250 میلی متر | رول یا برش سفارشی |
چرا ورق اسیدشویی می شود؟
ورق های تولید شده به روش نورد گرم معمولاً به دو دلیل اصلی تحت فرآیند اسیدشویی قرار می گیرند:
اولین دلیل، بهبود کیفیت سطح ورق است. در فرآیند نورد گرم، لایه هایی از اکسید آهن و پوسته های سطحی روی ورق تشکیل می شود که ظاهر و کیفیت سطح را کاهش می دهند. عملیات اسیدشویی باعث حذف این لایه های اکسیدی و تمیز شدن سطح ورق می شود و در نتیجه ورق دارای سطحی صاف تر، یکنواخت تر و با کیفیت ظاهری بهتر خواهد شد. این ویژگی برای ورق هایی که مستقیماً وارد بازار مصرف یا فرآیندهای تولیدی می شوند اهمیت زیادی دارد.
دلیل دوم، آماده سازی ورق برای فرآیند نورد سرد است. لایه های اکسیدی ایجاد شده روی ورق های نورد گرم معمولاً سخت و ساینده هستند و اگر پیش از نورد سرد حذف نشوند، می توانند باعث سایش سریع غلتک های نورد و کاهش کیفیت سطح محصول نهایی شوند. همچنین در صورتی که پوسته های اکسیدی چسبندگی ضعیفی به سطح ورق داشته باشند، ممکن است هنگام نورد جدا شده و موجب ایجاد عیوب سطحی شوند. به همین دلیل پیش از ورود ورق به خط نورد سرد، سطح آن باید کاملاً تمیز و عاری از اکسید باشد.
مزیت های اسیدشویی با اسید کلریدریک
در گذشته از اسید سولفوریک به عنوان ماده اصلی در فرآیند اسیدشویی ورق های فولادی استفاده می شد، اما امروزه در بسیاری از خطوط تولید، اسید کلریدریک جایگزین آن شده است. دلیل این تغییر، مزایا و عملکرد بهتر اسید کلریدریک در فرآیند حذف اکسیدهای سطحی ورق فولادی است. این اسید علاوه بر افزایش راندمان اسیدشویی، کیفیت سطح نهایی ورق را نیز بهبود می دهد و در بسیاری از موارد از نظر اقتصادی و عملیاتی گزینه مناسب تری محسوب می شود.
مهم ترین مزایای استفاده از اسید کلریدریک در مقایسه با اسید سولفوریک عبارت اند از:
- در شرایط دما و غلظت یکسان، سرعت اسیدشویی با اسید کلریدریک معمولاً ۲.۵ تا ۳.۵ برابر بیشتر از اسید سولفوریک است.
- اسید کلریدریک توانایی بالایی در حل کردن اکسیدهای آهن و پوسته های سطحی دارد و باعث تمیز شدن بهتر سطح ورق می شود.
- استفاده از اسید کلریدریک موجب کاهش مصرف اسید در مخازن اسیدشویی و افزایش راندمان فرآیند می شود.
- میزان حمله اسید کلریدریک به فلز پایه کمتر است، بنابراین از کاهش ضخامت و هدررفت فولاد جلوگیری می شود.
- فرآیند اسیدشویی با اسید کلریدریک معمولاً سطحی یکنواخت تر و با کیفیت بالاتر ایجاد می کند که برای نورد سرد و پوشش دهی مناسب تر است.

دمای کاری ورق اسیدشویی
دمای کاری مورد نیاز برای اسید کلریدریک کمتر از اسید سولفوریک است. دمای مناسب برای اسیدشویی با اسید کلریدریک معمولاً بین ۷۰ تا ۸۰ درجه سانتی گراد در نظر گرفته می شود، در حالی که این دما برای اسید سولفوریک حدود ۱۰۰ تا ۱۰۵ درجه سانتی گراد است. پایین تر بودن دمای کاری اسید کلریدریک باعث کاهش مصرف انرژی و افزایش راندمان فرآیند اسیدشویی می شود.
یکی از مهم ترین معایب اسید کلریدریک نسبت به اسید سولفوریک، فراریت بالای آن است. به همین دلیل مخازن اسیدشویی حاوی اسید کلریدریک باید به خوبی آب بندی و به سیستم های تهویه و بازیافت بخارات مجهز شوند تا از انتشار بخارات اسیدی جلوگیری شود. در خطوط اسیدشویی پیوسته معمولاً از چند مخزن متوالی با غلظت های متفاوت اسید استفاده می شود تا عملیات حذف اکسیدهای سطحی به صورت مرحله ای و یکنواخت انجام شود.
ورق اسیدشویی را می توان محصولی فرآوری شده از ورق نورد گرم دانست که پس از حذف پوسته های اکسیدی و آلودگی های سطحی، برای انجام فرآیندهای بعدی آماده می شود. این ورق یکی از مواد اولیه مهم در تولید ورق گالوانیزه، ورق روغنی و قطعات صنعتی محسوب می شود. سطح تمیز و یکنواخت ورق اسیدشویی باعث می شود فرآیندهایی مانند نورد سرد، پوشش دهی، رنگ کاری و فرم دهی با کیفیت بالاتری انجام شوند.
سوالات متداول
ورق فولادی پس از نورد گرم دارای لایه های اکسیدی و پوسته های سطحی است که کیفیت سطح را کاهش می دهند. فرآیند اسیدشویی این ناخالصی ها را حذف می کند و باعث ایجاد سطحی صاف، تمیز و مناسب برای عملیات بعدی مانند رنگ کاری، گالوانیزه و فرم دهی می شود.
ورق اسیدشویی در صنایع خودروسازی، تولید لوله و پروفیل، ساخت مخازن، لوازم خانگی و صنایع ساختمانی کاربرد گسترده ای دارد. سطح یکنواخت و کیفیت بالای این ورق باعث شده در بسیاری از فرآیندهای صنعتی مورد استفاده قرار گیرد.
در صنعت خودروسازی، کیفیت سطح و قابلیت فرم دهی ورق اهمیت زیادی دارد. ورق اسیدشویی به دلیل سطح تمیز، چسبندگی بهتر رنگ و قابلیت شکل پذیری مناسب، برای تولید قطعات بدنه و شاسی خودرو استفاده می شود.
ورق اسیدشویی به دلیل سطح صاف و یکنواخت، کیفیت جوشکاری و فرم دهی بهتری در تولید لوله و پروفیل ایجاد می کند. این موضوع باعث افزایش استحکام محصول نهایی و کاهش عیوب سطحی در فرآیند تولید می شود.
بله، ورق اسیدشویی به دلیل کیفیت سطح بالا و خواص مکانیکی مناسب، در تولید مخازن گاز و تحت فشار کاربرد دارد. تمیزی سطح این ورق باعث بهبود کیفیت جوش و افزایش ایمنی مخازن می شود.
ورق اسیدشویی به عنوان ماده اولیه مناسب برای گالوانیزه کردن استفاده می شود زیرا سطح آن عاری از اکسید و آلودگی است. این ویژگی باعث می شود پوشش روی به صورت یکنواخت روی سطح ورق قرار بگیرد و کیفیت گالوانیزه بهتر شود.
بله، ورق اسیدشویی به دلیل سطح یکنواخت و انعطاف پذیری مناسب، گزینه خوبی برای فرم دهی سرد و کشش عمیق محسوب می شود. به همین دلیل در تولید قطعات صنعتی و قطعات پیچیده فلزی کاربرد زیادی دارد.
در پروژه های ساختمانی از ورق اسیدشویی برای ساخت پروفیل، قطعات فلزی، سازه های سبک و تجهیزات صنعتی استفاده می شود. کیفیت سطح بالا و قابلیت جوشکاری مناسب، این ورق را به گزینه ای کاربردی در صنعت ساختمان تبدیل کرده است.









