
روش های جوشکاری ورق استیل نازک

دسترسی سریع به محتوای این مطلب
ورق های استیل نازک به دلیل ترکیب استحکام مکانیکی مناسب، مقاومت عالی در برابر زنگ زدگی و همچنین زیبایی سطحی، به یکی از پرکاربردترین متریال ها در صنایع مدرن تبدیل شده اند. با این حال، جوشکاری ورق استیل نازک نیازمند دقت، مهارت و استفاده از تجهیزات خاص است تا از مشکلاتی مانند تاب خوردگی، سوراخ شدن یا تغییر رنگ در محل جوش جلوگیری شود. در این مقاله تلاش می کنیم به صورت جامع و مرحله به مرحله، تمام نکات مربوط به انتخاب روش مناسب، تنظیم دستگاه ها و رعایت اصول فنی را توضیح دهیم تا مسیر اجرای صحیح جوشکاری برای فعالان این حوزه روشن شود.
جوشکاری ورق استیل نازک چیست؟
جوشکاری ورق استیل نازک به فرآیند اتصال دادن ورق استیل نازک با استفاده از حرارت و الکترود یا گاز گفته می شود. حساسیت این کار به دلیل ضخامت کم ورق هاست، چون در صورت تمرکز حرارت بیش از حد، ورق دچار تابیدگی، تغییر شکل یا حتی سوختگی می شود که روی قیمت ورق استیل تاثیر مستقیم دارد. به همین دلیل انتخاب روش صحیح و استفاده از بهترین دستگاه برای جوش ورق نازک اهمیت زیادی دارد.
در بسیاری از پروژه ها، انواع جوشکاری ورق استیل نازک مثل جوش TIG، MIG یا حتی جوش استیل با هوا گاز به کار می روند و هر کدام بسته به شرایط و ضخامت ورق، کیفیت متفاوتی ارائه می دهند. به طور کلی، در جوشکاری ورق های استیل نازک دقت در تنظیم جریان، نوع گاز محافظ و مهارت جوشکار نقش اساسی دارد تا اتصال نهایی هم مقاوم باشد و هم ظاهر کار آسیب نبیند به همین دلیل قیمت ورق متناسب با نوع جوش می تواند متفاوت باشد.
انواع روش های جوشکاری ورق نازک استیل
ورق های استیل نازک به دلیل ظرافت و حساسیت بیشتری که دارند، به روش های دقیق و کنترل شده ای برای جوشکاری نیاز دارند. همین حساسیت ها باعث شده قیمت جوشکاری ورق استیل نسبت به قیمت آهن جوش خورده بیشتر باشد! این روش ها به گونه ای طراحی شده اند که از ایجاد تاب، سوختگی و تغییر شکل در فلز جلوگیری کرده و جوشی با کیفیت بالا و بدون نقص ایجاد کنند.
در این بخش به معرفی و بررسی سه روش اصلی جوشکاری ورق استیل نازک یعنی جوشکاری آرگون (TIG)، جوشکاری میگ (MIG) و جوشکاری قوس فلز پوششدار (SMAW) می پردازیم. هر یک از این روش های آموزش جوش استیل مزایا و کاربردهای خاص خود را دارند که به تفصیل شرح داده خواهد شد.
۱. جوشکاری آرگون (TIG)
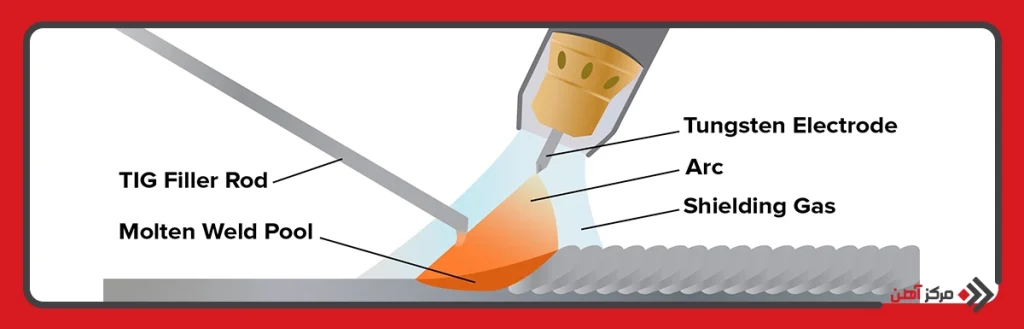
جوش استیل با هوا گاز یا TIG (Tungsten Inert Gas) یکی از دقیقترین روش های جوشکاری ورق نازک استیل است که برای ورق های نازک استیل بسیار مناسب است. در این روش، از یک الکترود تنگستن استفاده می شود که بسیار مقاوم است و در فرآیند جوشکاری ذوب نمی شود. این الکترود، قوس جوشی ایجاد می کند که برای ذوب کردن فلز پایه به کار می رود. علاوه بر این، گاز محافظ آرگون به عنوان یک گاز بیاثر عمل کرده و از اکسیداسیون و نفوذ آلودگی به ناحیه جوش جلوگیری می کند.
مراحل و روش کار
- انتخاب جریان و قطبیت: معمولا در جوشکاری استیل نازک TIG، جریان مستقیم (DC) و قطبیت منفی الکترود (DCEN) به کار می رود تا کنترل بیشتری بر ناحیه جوش داشته باشیم.
- تنظیم شدت جریان و ولتاژ: به دلیل نازک بودن ورق، شدت جریان باید کم تنظیم شود تا از سوراخ شدن و تابیدگی ورق جلوگیری شود.
- کنترل گاز محافظ: گاز آرگون باید بهطور یکنواخت و با جریان مناسب بر روی ناحیه جوش جاری شود. میزان جریان گاز بسته به ضخامت ورق و نوع کار متفاوت است.
- اجرای جوشکاری: جوشکار با دقت بالا و با تنظیم دقیق، قوس الکتریکی را ایجاد کرده و ناحیه جوش را بهآرامی گرم و ذوب می کند. این کار بهطور پیوسته و با سرعت کم انجام می شود.
مزایای روش TIG
- دقت و کیفیت بالا: به دلیل کنترل بالایی که در این روش جوشکاری ورق استیل نازک وجود دارد، جوش های بسیار دقیق و با کیفیت بالا ایجاد می شوند.
- عدم جرقه و دود: TIG بدون جرقه و تولید دود انجام می شود که این امر سبب حفظ تمیزی محیط کاری می گردد.
- قابلیت جوشکاری در زاویه های مختلف: این روش جوش استیل با دستگاه جوش معمولی می تواند در زوایای مختلف اجرا شود و از این رو برای جوشکاری قطعات پیچیده و ورق های نازک بسیار مناسب است.
معایب روش TIG
- سرعت کم جوشکاری: این روش زمانبر است و برای پروژه هایی که نیاز به سرعت بالا دارند، مناسب نیست.
- هزینه تجهیزات بالا: دستگاه های TIG به نسبت گران هستند و به مهارت بالای جوشکار نیاز دارند.
۲. جوشکاری میگ (MIG)
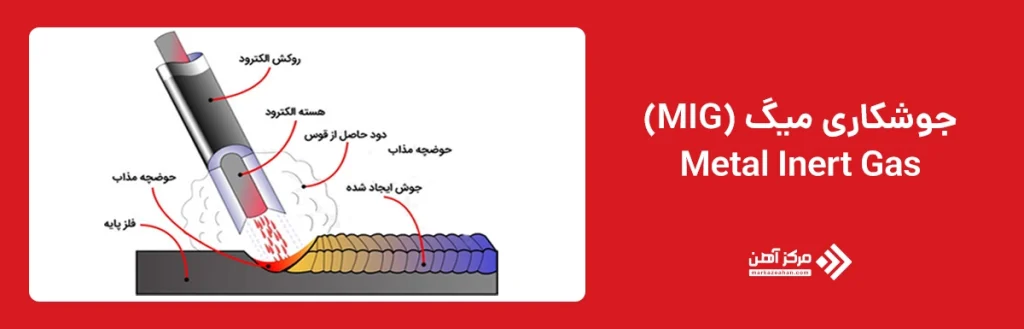
جوشکاری میگ (MIG) یا گاز محافظ فلز (Metal Inert Gas) یکی از روش های محبوب جوشکاری است که برای ورق های نازک نیز استفاده می شود. این روش به سرعت بالا و سهولت اجرا معروف است. در جوشکاری MIG، از یک سیم جوش به صورت پیوسته به عنوان الکترود استفاده می شود که خود ذوب شده و مواد جوش را تامین می کند. گاز محافظ که معمولا ترکیبی از آرگون و دی اکسید کربن است، از ناحیه جوش در برابر اکسیداسیون و آلودگی محافظت می کند.
مراحل و آموزش جوشکاری استیل با الکترود
- انتخاب سیم جوش مناسب: برای جوشکاری ورق استیل نازک، سیم جوش هایی با قطر کم انتخاب می شوند تا جریان کافی برای ذوب آن ها فراهم شود.
- تنظیم جریان و سرعت تغذیه سیم: جریان و سرعت تغذیه سیم جوش استیل باید دقیق تنظیم شوند تا از سوراخ شدن یا ذوب بیش از حد ورق جلوگیری به عمل آید.
- اجرای جوشکاری: با ایجاد قوس الکتریکی، سیم جوش ذوب می شود و مواد مذاب بر روی ناحیه جوش قرار می گیرند. این فرآیند به طور پیوسته و با سرعت بالا انجام می شود.
مزایای روش MIG
- سرعت بالا: MIG به سرعت جوشکاری بالای خود معروف است و به دلیل تغذیه پیوسته سیم، نیازی به توقف برای تعویض الکترود وجود ندارد.
- سهولت اجرا: این روش نیاز به مهارت کمتری نسبت به TIG دارد و برای جوشکاران تازه کار مناسب است.
- کاهش پسماند: در روش MIG، پسماند و ضایعات کمتری تولید می شود.
معایب روش MIG
- ایجاد پاشش جوش: در این روش، به دلیل حرارت بالاتر و عدم کنترل دقیق، احتمال ایجاد پاشش و جرقه جوش وجود دارد.
- نیاز به گاز محافظ خاص: بسته به نوع ورق و خواص موردنیاز، ترکیبات مختلف گاز باید به کار گرفته شوند که هزینه بالاتری را ایجاد می کند.
۳. جوشکاری قوس فلز پوشش دار (SMAW)
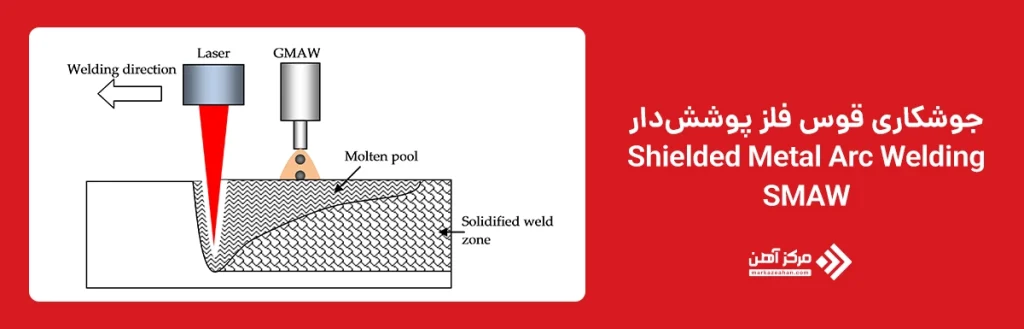
جوشکاری قوس فلز پوششدار (Shielded Metal Arc Welding – SMAW) که به جوشکاری دستی با الکترود روپوشدار نیز شناخته می شود، یکی از روش های سنتی جوشکاری است. در این روش از الکترود روپوش داری استفاده می شود که در اثر حرارت، همزمان ذوب شده و پوشش آن نیز بخار می شود. این بخار، محافظی موقتی برای ناحیه جوش فراهم می کند تا از ورود آلودگی ها و اکسیداسیون جلوگیری شود. برای بررسی قیمت امروز ورق استیل و انتخاب بهترین روش جوش میتوانید با کارشناسان مرکز آهن در ارتباط باشید.
مراحل و روش کار
- انتخاب الکترود مناسب: الکترودهای نازک برای جوشکاری ورق استیل نازک انتخاب می شوند تا قوس و حرارت کنترل شده ای ایجاد کنند.
- تنظیم شدت جریان: جریان باید بر اساس ضخامت ورق تنظیم شود تا از ایجاد حرارت بیش از حد و سوراخ شدن ورق جلوگیری کند.
- جوشکاری و حرکت پیوسته: جوشکار باید با دقت بالا و سرعت ثابت، قوس را به آرامی روی ناحیه جوش حرکت دهد تا لایه ای یکنواخت و با کیفیت ایجاد شود.
مزایای روش SMAW
- عدم نیاز به گاز محافظ خارجی: این روش به گاز محافظ خارجی نیاز ندارد و در فضاهای باز یا شرایط سخت محیطی، نتایج مطلوبی ارائه می دهد.
- قابلیت انعطافپذیری بالا: این روش برای انواع مختلف فلزات از جمله استیل نازک کاربرد دارد و نیازی به تجهیزات پیچیده ندارد.
معایب روش SMAW
- پسماند سرباره: در پایان کار، سرباره ایجاد شده باید از سطح جوش پاک شود که به زمان و کار اضافه نیاز دارد.
- سرعت پایین: جوشکاری قوس فلز پوشش دار سرعت کمتری نسبت به روش های MIG و TIG دارد و برای کارهای بزرگ ممکن است کارآمد نباشد.

جوشکاری TIG پالسی
جوشکاری TIG پالسی یک نوع پیشرفته از جوشکاری TIG است که در آن جریان برق به صورت پالسی (قطع و وصل با فرکانس مشخص) به فلز اعمال می شود. این تکنیک به دلیل کنترل بهتر حرارت و جلوگیری از تمرکز بیش از حد گرما، برای جوشکاری ورق های نازک به ویژه ورق استیل بسیار مناسب است. چون در ورق های نازک کوچک ترین افزایش دما می تواند منجر به سوراخ شدن، تغییر شکل یا تاب برداشتن شود.
مراحل و روش کار
- آماده سازی سطح ورق با تمیزکاری کامل و حذف آلودگی و چربی.
- انتخاب الکترود تنگستن مناسب با توجه به ضخامت ورق.
- تنظیم دستگاه روی حالت پالسی و تعیین دامنه جریان پایه و جریان پیک.
- شروع قوس و حرکت آرام تورچ روی درز اتصال همراه با افزودن فیلر در صورت نیاز.
- کنترل فرکانس پالس و سرعت حرکت تا حرارت در محدوده ایمن باقی بماند.
مزایای جوشکاری TIG پالسی
- جلوگیری از تمرکز بیش از حد حرارت و مناسب بودن برای ورق های نازک.
- ایجاد جوش یکنواخت و تمیز با ظاهر زیبا.
- کاهش اعوجاج و تاب خوردگی در ورق استیل.
- مصرف کمتر فیلر و کاهش پاشش جرقه.
- امکان کنترل دقیق تر قوس و عمق نفوذ جوش.
معایب جوشکاری TIG پالسی
- نیاز به دستگاه و تجهیزات پیشرفته تر و گران تر.
- سرعت پایین تر نسبت به برخی روش های جوشکاری دیگر.
- نیازمند مهارت بالا و تجربه کافی اپراتور.
- مصرف انرژی نسبتا بیشتر به دلیل کنترل جریان پالسی.
در جدول زیر همه روش های جوشکاری ورق نازک باهم مقایسه شده اند:
| روش جوشکاری | توضیح کلی | مراحل و روش کار | مزایا | معایب |
|---|---|---|---|---|
| TIG (آرگون) | استفاده از الکترود تنگستن و گاز آرگون برای جوشکاری دقیق ورق های نازک | انتخاب جریان DCEN، شدت جریان کم، کنترل گاز محافظ و اجرای قوس آرام | دقت و کیفیت بالا، بدون جرقه و دود، مناسب برای زاویه های مختلف | سرعت پایین، تجهیزات گران، نیاز به مهارت بالا |
| MIG | استفاده از سیم جوش پیوسته و گاز محافظ (آرگون+CO2) | انتخاب سیم جوش نازک، تنظیم جریان و سرعت سیم، اجرای پیوسته قوس | سرعت بالا، سهولت اجرا، ضایعات کم | ایجاد پاشش جوش، نیاز به گاز محافظ خاص، هزینه بالاتر گاز |
| SMAW (قوس دستی) | جوشکاری با الکترود روپوش دار، روش سنتی و ساده | انتخاب الکترود نازک، تنظیم جریان، حرکت یکنواخت قوس | عدم نیاز به گاز محافظ، قابل استفاده در فضای باز، انعطاف پذیری بالا | سرعت پایین، ایجاد سرباره و نیاز به تمیزکاری، کیفیت پایین تر نسبت به TIG |
| TIG پالسی | نسخه پیشرفته TIG با جریان پالسی برای کنترل بهتر حرارت | آماده سازی ورق، انتخاب الکترود، تنظیم پالس جریان پایه و پیک، اجرای قوس کنترل شده | کنترل دقیق حرارت، مناسب برای ورق های خیلی نازک، کاهش اعوجاج، جوش تمیز و زیبا | دستگاه گران، سرعت پایین، نیازمند مهارت بالا، مصرف انرژی بیشتر |
هر یک از این روش های جوشکاری برای کاربردهای خاصی طراحی شدهاند و انتخاب روش مناسب بستگی به نوع کار، ضخامت ورق، شرایط محیطی و امکانات موجود دارد. اگر کیفیت و دقت بالا اولویت باشد، روش TIG بهترین گزینه است، در حالی که اگر به سرعت بیشتر و سهولت اجرا نیاز دارید، روش MIG می تواند انتخاب خوبی باشد. روش SMAW نیز برای محیط های خارجی و شرایط سخت، که نیاز به گاز محافظ نیست، گزینه مناسبی است.
بهترین دستگاه برای جوش ورق نازک
بهترین دستگاه جوشکاری ورق استیل نازک، دستگاه جوشکاری آرگون (TIG) یا جوشکاری استیل با اینورتر است. این دستگاه به دلیل دقت بالا و کنترل دقیق دمای جوشکاری، انتخاب ایده آلی برای جوش ورق های نازک محسوب می شود. در جوشکاری TIG از الکترود تنگستن استفاده می شود که برخلاف الکترودهای مصرفی، ذوب نمی شود و قوس جوش پایداری را ایجاد می کند. گاز محافظ آرگون در این دستگاه، از اکسیداسیون و آلوده شدن ناحیه جوش جلوگیری کرده و به این ترتیب، کیفیت جوش را بهبود می بخشد.

کاربرد جوشکاری ورق استیل نازک
جوشکاری ورق استیل نازک در صنایع مختلف جایگاه ویژه ای دارد، زیرا این ورق ها هم مقاومت بالایی در برابر خوردگی دارند و هم ظاهر زیبایی ایجاد می کنند. در صنایع غذایی و دارویی برای ساخت مخازن و تجهیزات بهداشتی از انواع جوشکاری ورق استیل نازک استفاده می شود تا اتصال ها تمیز و بدون آلودگی باشند. همچنین در دکوراسیون داخلی، تجهیزات آشپزخانه و حتی صنایع خودروسازی، جوشکاری دقیق اهمیت دارد و مجموعه هایی مانند مرکز جوش استیل این خدمات را با استفاده از دستگاه های پیشرفته ارائه می دهند. به طور کلی جوشکاری ورق های استیل نازک نقش مهمی در افزایش دوام و کیفیت قطعات فلزی دارد.
نکات مهم در جوشکاری ورق استیل نازک
رعایت نکات ایمنی و فنی در جوشکاری ورق استیل نازک اهمیت زیادی دارد، زیرا کوچک ترین بی دقتی می تواند باعث کاهش کیفیت اتصال یا حتی آسیب به قطعه شود. جوشکار باید بداند که این نکات فقط توصیه ساده نیستند، بلکه در عمل تعیین کننده دوام و ظاهر نهایی کار هستند. بنابراین جدی گرفتن تمام جزئیات از جمله کنترل حرارت، انتخاب گاز محافظ و نوع فیلر برای موفقیت در انواع جوشکاری ورق استیل نازک ضروری است.
جلوگیری از تاب خوردگی
یکی از مشکلات اصلی در جوش استیل با هوا گاز یا سایر روش ها، ایجاد حرارت بیش از حد و در نتیجه تاب برداشتن ورق است. برای جلوگیری از این مشکل باید شدت جریان به دقت تنظیم و جوش به صورت یکنواخت انجام شود.
کنترل حرارت و آمپر
در جوشکاری ورق استیل نازک کنترل جریان اهمیت زیادی دارد، زیرا افزایش آمپر می تواند منجر به سوراخ شدن ورق شود. استفاده از بهترین دستگاه برای جوش ورق نازک کمک می کند جریان و ولتاژ با دقت بیشتری مدیریت شوند.
انتخاب فیلر و گاز محافظ مناسب
در اجرای انواع جوشکاری ورق استیل نازک انتخاب فیلر متناسب با نوع استیل و گاز محافظی مانند آرگون یا مخلوط آرگون و CO₂ ضروری است. انتخاب درست گاز محافظ باعث می شود کیفیت اتصال بالا رفته و از اکسید شدن درز جوش جلوگیری شود.
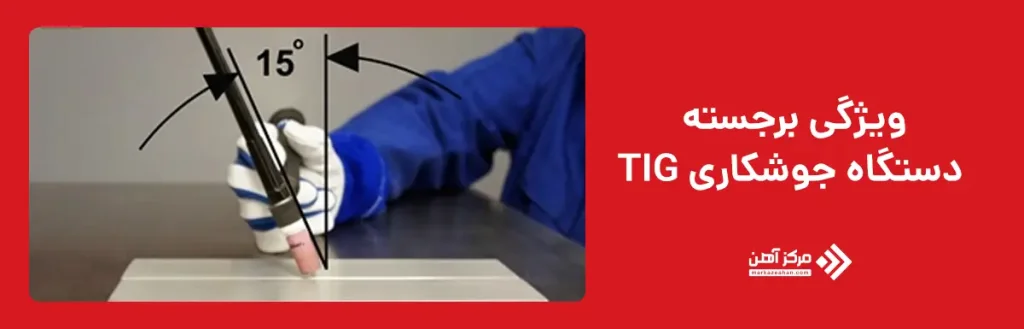
ویژگی برجسته دستگاه جوشکاری TIG
ویژگی برجسته بهترین دستگاه برای جوش ورق نازک TIG در ایجاد جوش های تمیز و دقیق، بدون پاشش و دود است که به ویژه برای صنایع حساس مانند الکترونیک، خودروسازی و تولیدات استیل بسیار مناسب است. همچنین، امکان تنظیم دقیق شدت جریان و توانایی کنترل حرارت در این دستگاه، جوشکاری قطعات نازک و حساس را بدون تغییر شکل و تابیدگی ممکن می کند.
در کنار دقت و کیفیت بالای TIG، لازم است توجه داشت که این دستگاه نیاز به مهارت بالای اپراتور دارد و سرعت جوشکاری کمتری نسبت به روش های دیگر دارد. به طور کلی، دستگاه جوشکاری TIG به دلیل کیفیت و دقت بالا برای پروژه های حرفه ای و جوشکاری ورق های نازک انتخابی بینظیر است و مزایایی همچون عدم پاشش جوش، کنترل دقیق حرارت و جوشکاری بیعیب و نقص دارد که برای کاربردهای صنعتی و ظریف اهمیت فراوانی دارد.
جمع بندی
جوشکاری ورق استیل نازک به دقت بالا و روشهای تخصصی نیاز دارد تا از تابیدگی و تغییر شکل جلوگیری شود. روش های جوشکاری متداول برای این کار شامل جوشکاری آرگون (TIG)، جوشکاری میگ (MIG) و جوشکاری قوس فلز پوشش دار (SMAW) هستند. TIG به عنوان بهترین گزینه، دقت و کیفیت جوش عالی را ارائه می دهد، در حالی که MIG به دلیل سرعت بالا مناسب پروژه های سریع تر است. SMAW نیز با حذف نیاز به گاز محافظ، برای شرایط محیطی خاص کاربرد دارد. انتخاب روش مناسب به عوامل مهمی مانند ضخامت ورق، کیفیت موردنظر و شرایط کاری بستگی دارد.
سوالات متداول
جوشکاری ورق نازک فرآیندی برای اتصال ورق های فلزی با ضخامت کم است که نیاز به دقت بالا دارد. این روش در صنایع لوازم خانگی، خودرو، تجهیزات پزشکی و دکوراسیون کاربرد فراوان دارد.
برای جلوگیری از تابیدگی باید حرارت و آمپر را به دقت کنترل کرد و جوشکاری در پاس های کوتاه و یکنواخت انجام شود. استفاده از تجهیزات مناسب و گیره های مهارکننده نیز بسیار موثر است.
بهترین گزینه دستگاه جوش TIG با قابلیت تنظیم جریان پایین و کنترل دقیق است. در موارد خاص دستگاه TIG پالسی نیز توصیه می شود تا حرارت ورودی به حداقل برسد.
خیر، در جوشکاری استیل نازک وجود گاز محافظ مانند آرگون ضروری است تا از اکسید شدن و کاهش کیفیت اتصال جلوگیری شود. بدون گاز محافظ جوش به شدت ضعیف و شکننده خواهد بود.
ورق هایی با ضخامت کمتر از 0.5 میلی متر برای جوشکاری معمولی مناسب نیستند. چون احتمال سوراخ شدن و تغییر شکل آنها بسیار بالا است.
بله، اما با محدودیت زیاد. در صورت استفاده از سیم جوش نازک و تنظیم دقیق جریان امکان پذیر است، هرچند کیفیت آن نسبت به TIG پایین تر خواهد بود.










مرکزآهن، مرجعی تخصصی و به روز برای کسب دانش و اطلاع از آخرین تحولات بازار آهن و فولاد است. با وبلاگ جامع ما، همیشه از آخرین اخبار و اطلاعات این صنعت آگاه باشید.